 電子發燒友App
電子發燒友App


直流伺服電機的速度和位置控制原理是什么?
運動伺服一般都是三環控制系統,從內到外依次是電流環、速度環和位置環。
1、首先電流環:電流環的輸入是速度環PID調節后的輸出,我們稱為“電流環給定”,然后就是電流環的這個給定和“電流環的反饋”值進行比較,兩者的差值在電流環內做PID調節,然后輸出給電機,“電流環的輸出”就是電機的每相的相電流。“電流環的反饋”不是編碼器的反饋,而是在驅動器內部安裝在每相的霍爾元件(磁場感應變為電流電壓信號)反饋給電流環的。
2、速度環:速度環的輸入就是位置環PID調節后的輸出或者位置設定的前饋值,我們稱為“速度設定”,這個“速度設定”和“速度環反饋”值進行比較,兩者的差值在速度環做PID調節(主要是比例增益和積分處理)后的輸出就是上面講到的“電流環的給定”。速度環的反饋來自于編碼器的反饋值再經過“速度運算器”得到的。3、位置環:位置環的輸入就是外部的脈沖(通常情況下,直接寫數據到驅動器地址的伺服例外),外部的脈沖經過平滑濾波處理和電子齒輪計算后作為“位置環的設定”,設定和來自編碼器反饋的脈沖信號經過偏差計數器計算,算出的數值再經過位置環的PID調節(比例增益調節,無積分微分環節)后輸出,該輸出和位置給定的前饋信號的合值就構成了上面講的速度環的給定。位置環的反饋也來自于編碼器。
編碼器安裝于伺服電機尾部,它和電流環沒有任何聯系,它采樣來自于電機的轉動而不是電機電流,和電流環的輸入、輸出、反饋都沒有任何聯系。而電流環是在驅動器內部形成的,即使沒有電機,只要在每相上安裝模擬負載(例如電燈泡)電流環就能形成反饋工作。
PID各自對差值調節對系統的影響:
1、單獨的P(比例)就是將差值進行成比例的運算,它的顯著特點就是有差調節。有差的含義就是調節過程結束后,被調量不可能與設定值準確相等,它們之間一定有殘差。增加比例將會有效的減小殘差并增加系統響應,但容易導致系統激烈震蕩甚至不穩定。
電機伺服系統離不開對轉子位置(或磁場)的檢測和初始定位。只有檢測到初始轉子實際位置后,控制系統才能正常工作。如果不能精確計算出初始轉子的位置,電機的起動轉矩減弱,出現很大震動,且電機有暫時反向旋轉的可能。
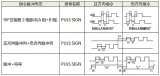
準確可靠的轉子初始位置檢測裝置(如旋轉編碼器)是伺服系統正常啟動的必要條件。系統第一次上電時,若檢測到起動命令,首先檢測U、V、W的電平狀態,判斷轉子位于哪一區間,查表可獲得轉子磁極的位置,根據U,V,W 相的電平高低的組合就可知道轉子的區間范圍。0-60° 60°-120° 120°-180° 180°-240° 240°-320° 320°-360°U 1 1 1 0 0 0-----V 0 0 1 1 1 0-----W 1 0 0 0 1 1可以利用定時器/計數器配合光電編碼器的輸出脈沖信號來測量電機的轉速。具體的測速方法有M法、T法和M/T法3種。M/T法的計數值M1和M2,都隨著轉速的變化而變化,高速時,相當于M法測速,低速時,M2=1,自動進入T法測速,因此M/T法的適用范圍大于前兩種,是目前應用廣泛的一種測速方法。工作中,在固定的T時間內對光電編碼器的脈沖計數,在第一個光電編碼器上升沿定時器開始定時,同時開始記錄光電編碼器和時鐘脈沖數,定時器定時T時間到,對光電編碼器的脈沖停止計數,而在下一個光電編碼器的上升沿到來時刻,時鐘脈沖才停止記錄。采用M/T法既具有M法測速的高速優點,又具有T法測速的低速的優點。
伺服電機中的剛度參數和速度環閉環?怎么互相影響的,本質關系是什么?
對于多數伺服而言,剛度往往是多個閉環參數配合電機/系統特性的綜合作用結果,與閉環增益、內部指令濾波時間常數等有著直接聯系。
也有些伺服系統將剛度抽象出來,作為系統調整的目標參數,比如kollmogen的某些伺服型號,既有傳統的PID參數設置模式,也有剛度、頻響等設置模式。
它是一個自動調整后系統自動提供出的一個值,但人為也可以改動。關鍵是它自動調整后,它會提供一個速度閉環的帶寬。另,既然剛度是自動調整后系統自動提供出的一個值,人為也可以改動,那么該廠家的伺服算法模型應該不是傳統的PID,至少也是經過轉化的,否則沒有直接的可供用戶改動的剛度參數。
Parker Compax3控制器就采用了剛度、阻尼作為調整量,其中剛度、阻尼的具體公式與P、I甚至負載慣量比、電機常數有關。之所以這樣讓客戶直接調整剛度、阻尼,估計是基于其物理意義比P、I、D明確的因素。
伺服電機的大慣量、中慣量、小慣量是什么意思?
伺服電機的大慣量、中慣量、小慣量就是慣性的大、中、小,各有各的用途,小慣量的高速往復性好,大慣量的本身慣量大,機床上用好點。伺服電機需要慣量匹配,日系列10倍與電機慣量左右(不同品牌有差異),歐系的20左右。一般來說歐系的慣量都小,因為他們電機做的是細長的。
我選的一款伺服電機的功率,扭矩,慣量都比額定負載的大1倍多左右,這時用PLC來控制伺服實現定位控制,對定位精度,響應速度有什么影響?
可以用,就是有點浪費,但是如果負載慣量比電機慣量大的話則不能大太多,根據系統大小區別對待。
伺服的慣量大于負載的,當然沒有什么問題,這樣定位精度才高,響應才快。
伺服電機的剛性有什么作用?伺服電機剛性過大,剛性不足,慣量過大,慣量不足,具體表現是怎樣的?還有就是位置回路增益,速度回路增益,速度回路積分常數 是什么意思?分別對剛性調節起什么作用?
機械學上一般叫剛度,而非剛性,是指單位形變下所能承載的力。剛度好,意即以某精度動作時,負荷能力大并且同樣穩定。也可以理解為伺服電機抵抗(克服)負載慣性的能力,剛性越高負載越穩定,但是這和負載與電機之間的連接方式有關。剛性類似于調大增益,調大可以增快響應,但伺服里邊設置的速度環積分又是可以單獨調整的,和剛性沒有直接關聯。伺服剛性應與設備整體剛度相匹配。
比如工作臺上沒有加工件,此時伺服的加速階躍響應曲線上升沿很陡;當加上滿負荷后,階躍響應曲線仍然很陡并接近空載的曲線,說明伺服的剛度調整的很好;如果滿負荷時曲線斜率變小變緩,甚至不能滿足工藝要求,說明伺服剛性差,可能是參數設置要調整,也可能是選型設計有問題。
在力學中,有“剛度”和“柔度”兩個物理量與他們對應,剛度是指物體發生單位形變時所需的力的大小;柔度則指物體在單位力下所發生的形變大小;電機剛性就是電機軸抵抗外界力矩干擾的能力,也就是通常所講的過載能力。
伺服系統的位置環剛性分為動剛度和靜剛度:靜剛度指靜力矩條件下,負載力與伺服系統被動產生的角位移的比值;動剛度指在指定頻率的交變負載條件下,交變負載力矩幅值與伺服系統被動產生的交變角位移幅值的比,一般動剛度低于靜剛度。
剛性的調整可以在伺服控制器里進行調節,現場遇到的問題:電機負載一個垂直方向的力,當電機停下來后電機的扭矩會一直不停的糾正,導致電機在靜態下會產生振動,后通過修改電機靜態剛性后OK。
伺服電機的機械剛度跟它的響應速度有關,原則上剛性越高其響應速度也越高,但是調高了很容易產生機械共振,所以一般伺服放大器參數里都有手動調整響應頻率的選項,要根據機械的共振點來調整,,一般在105HZ左右就可以了。
剛性過大的時候,會出現來回震蕩,無法停下來的現象。一般來說,當把剛性參數慢慢加大的時候,會出現異響,這個時候就已經大了。其實就是軸的速度環定位能力太強,導致它沖過頭,然后自己再糾正,無法停止。一般任何移動都會出現,甚至是外力都可以讓電機震蕩。
剛性弱(不足或低)則相反,伺服電機響應變慢,反應遲緩滯后,丟步嚴重(就是會移位),跑起來有飄的感覺,跑的不平穩,共振頻率低,容易產生大的電機震動,這是因為無力讓電機停下,導致沖過頭。當然這是在速度較高的情況下,但是剛性軟最終是能停下來的,就是高速停止的時候,會左右晃幾次然后停下。剛性低的話好比是將伺服電機的聯軸器改成扭轉彈簧然后再輸出,結果就是:伺服已經轉到位了,但是由于負載作用,彈簧的變形使得輸出端未達到伺服轉動的角度,總是遲鈍一點才來到,感覺就是明明已經給了指令它還不走,明明指令停了還要多走一段,但是不等于定位不準,如果軸與軸參數相當恰當,不會影響幾何精度,有時可能還會高于高剛度。
伺服電機剛性參數的高低取決于機床的性質以及加工工藝。
機床病態情況下剛性低會出現各種破壞加工精度的情況,比如加工園成了橢圓的,銳角變成了鈍角等等。剛性低不一定是壞事。另外伺服電機剛性降低是退磁了,維修是無法解決的。
速度環是用來控制電機轉速的,位置環是用來控制伺服電機的位置的,都是一種控制算法。
有關電機轉子的問題:剛性轉子、柔性轉子以及它們各自的特點?
根據轉子動力學,從平衡的觀點出發,轉子可分為剛性轉子和(柔)撓性轉子。
剛性轉子的定義有多種,一般來說,凡是工作轉速遠低于轉子的一階彎曲臨界轉速的轉子視為剛性轉子;而把工作轉速接近或超過轉子的一階彎曲臨界轉速的轉子視為撓性轉子。通俗的說,剛性轉子通常是指工作時轉子的彎曲變形很小,可以忽略不計的轉子,如規定轉子的變形占轉子與支承總變形的10%以下的轉子稱剛性轉子。另一種更確切的定義為:工作轉速在彎曲型臨界轉速(嚴格說在80%臨界轉速)以下的轉子為剛性轉子。
在國際標準化協會(ISO)“平衡術語國際標準”中,從平衡的角度定義剛性轉子是:可以在一個或任意選定的兩個校正平面上,以低于轉子工作轉速的任意轉速進行平衡校正,且校正之后,在最高工作轉速及低于工作轉速的任意轉速和接近實際的工作條件下(即在零至工作轉速整個轉速范圍內),其不平衡量均不明顯地超過所規定的平衡要求“的轉子(即其不平衡量不會大大超過平衡公差)。而除此之外的轉子都歸為撓性轉子。
通常我們所說的剛性轉子是指剛度相當大,轉子在不平衡離心慣性力的作用下所產生的動撓度很小,以致在轉子工作和平衡的過程中可以忽略不計。撓性轉子由于在運轉及平衡時將產生撓曲變形,其情況要復雜得多
飼服電機轉動慣量與剛性的問題
設備上用了兩套富士的400W的飼服電機,現在有一臺一上電就會感覺到輕微的震動,感覺好象是沒有定好位。如果用手去觸摸一下,或者給電機軸一點旋轉力它就會正常,不再發出那種輕微震動的聲音。詢問廠家技術人員,他們說是由于把剛性設置的太高,可是降低剛性以后仍然出現這種問題。
而另一套同樣的電機卻沒有這樣的問題。而且出問題的電機反而是負載比較小的一套。而且空載的時候也出現這樣的問題,感覺和剛性設置沒什么關系吧?,飼服電機的剛性和轉動慣量設置對電機到底有什么影響?
技術人員的回答屬于“標準答案”,聽到這樣的現象,肯定是這樣的答案。不過,空載也出問題,有點不對勁,應該不只是剛性的問題。不能肯定是否和剛性無關,一般來說,即使有點別的問題,把剛性降低也可以減輕這種震動的。比如把剛性降到最小值,它應該就不會震了。
另外負載小的話也可能是由于阻尼小,而阻尼小當然更容易震蕩。
Fanuc 伺服電機剛性值在那里調整?
當數字伺服剛性設定不合適時,伺服系統的動態性能將變差,嚴重時甚至會使系統產生振蕩與超調,這時必須進行參數的調整。停止時發生振蕩。伺服系統停止時可能發生的振蕩有高頻振蕩與低頻振蕩兩種,對于停止時的振蕩,調整步驟:
伺服驅動器,通過調節三環PID控制伺服電機,噪音比較大,但電機并沒有震動,載波頻率是10KHZ,電流采樣速度是0.1us一次。
噪音的原因:因為沒有做輸入脈沖濾波,所以才有那個噪音。
電機啟動不起來而且噪聲大振動大是什么原因
1、 脫開載荷
2、 用手盤動,確認靈活、無異常
3、 空載啟動實驗
4、 檢查負載情況
先看看是不是動平衡出了問題,這是電流聲音,其次看電機軸承,最后是驅動器參數,多數是軸承松懈或壞。
電動機運行有異常噪音的原因及處理:
1、當定子與轉子相擦時,會產生刺耳的“嚓嚓”碰擦聲,這多是軸承有故障引起的。應檢查軸承,損壞者更新。如果軸承未壞,而發現軸承走內圈或外圈,可鑲套或更換軸承與端蓋。
2、電動機缺相運行,吼聲特別大。可斷電再合閘,看是否能再正常起動,如果不能起動,可能有一相熔絲斷路。開關及接觸器觸頭一相未接通也會發生缺相。
3、軸承嚴重缺油時,從軸承室能聽到“咝咝”聲。應清洗軸承,加新油。
4、風葉碰殼或有雜物,發出撞擊聲。應校正風葉,清除風葉周圍的雜物。
5、籠型轉子導條斷裂或繞線轉子繞組接頭斷開時,有時高時低的“嗡嗡”聲,轉速也變慢,電流增大,應檢查處理。另外有些電動機轉子和定子的長度配合不好,如定子長度比轉子長度長得太多,或端蓋軸承孔磨損過大,轉子產生軸向竄動,也會產生“嗡嗡”的聲音。
6、定子繞組首末端接線錯誤,有低沉的吼聲,轉速也下降,應檢查叫正。
電機噪聲很大,是什么原因?如何處理?
原因1:電機內軸承間隙大 處理:更換軸承。
原因2:轉子掃堂 處理:重新修理定子、轉子。
原因3:磁鋼松動 處理方法:重新粘結磁鋼。
原因4:電機機體偏轉 處理:重新調整機體。
原因5:電機轉向器表層氧化、燒蝕、油污凹凸不平、換向片松動 。
處理:清洗換向器或焊牢換向片。
原因6:碳刷松動、碳刷架不正 處理:調整。
電機有噪聲大,什么原因?怎么解決?
依據電機噪聲發生的分歧方法,大致可把其噪聲分為三大類:①電磁噪聲;②機械噪聲;③空氣動力噪聲。電磁噪聲首要是由氣隙磁場效果于定子鐵芯的徑向重量所發生的。它經過磁軛向別傳播,使定子鐵芯發生振動變形。其次是氣隙磁場的切向重量,它與電磁轉矩相反,使鐵芯齒部分變形振動。當徑向電磁力波與定子的固有頻率接近時,就會惹起共振,使振動與噪聲大大加強,甚至危及電機的使用壽命。根據電磁噪聲的成因,我們可采用下列辦法降低電磁噪聲。
⑴盡量采用正弦繞組,削減諧波成份;⑵選擇恰當的氣隙磁密,不該太高,但過低又會影響資料的應用率;⑶選擇適宜的槽共同,防止呈現低次力波;⑷采用轉子斜槽,斜一個定子槽距;⑸定、轉子磁路對稱平均,迭壓嚴密;⑹定、轉子加工與裝配,應留意它們的圓度與同軸度;⑺留意避開它們的共振頻率。
新買的電,就是電機很減速機連在一起的那種 SEW的,主要是靠 PLC和變頻器控制,使用的轉速很低,大約在25赫茲左右,感覺噪音很大,機械上的主動鏈輪和被動鏈輪的角度沒有問題,電機底座固定的也很牢固,散熱風扇和防護罩沒有刮擦,爆閘也是松開的,但是一運轉起來噪音非常的大 就好像小區里面變壓器發出的聲音
那就是變頻器驅動電機所特有的電磁噪音(吱吱的),沒有辦法消除掉,但可以減少一點,就是修改變頻器參數:把那個載波頻率加大一點,噪音就會小一點的。但是加大變頻器的載波頻率,會導致變頻器發熱。
25赫茲左右低頻原本很煩人,刮擦一般音頻較高,底座固定的也很牢固要看什么底座,金屬板聲音會比較大,負載大聲音會更大,用螺絲刀頂住耳朵仔細聽聽音源來自什么地方,要是安裝沒有什么問題,電機聲音大往往是軸承不良,新的應該不至于,可能原本就是這樣的,運行正常就行。
另外就是控制問題。
伺服電機運轉時有異響和發熱是什么原因
異響是電機的負載過重,電機的轉矩小于負載所需轉矩,而電機的堵轉轉矩大于負載所需轉矩。發熱就是電機的電流過大(一般發熱很正常),若是很燙,或者堵轉時間過長很容易燒毀電機(電機退磁)。直白說就是小馬拉大車很費力,為了拉動小馬就更加的費勁拉車,所以會發熱(增加電流),拉車很費勁(異響)。
異響是因為伺服電機軸承壞了,發熱是電流大,實質是伺服電機為了克服電機軸震動而產生的異常大電流,估計電機壞了,需盡快處理,不然故障會擴大。
西門子伺服電機會嗡嗡響是什么問題?
伺服電機出現這種問題有多種原因,一是伺服電機編碼器零位不準,也就是編碼器零位漂移,二是驅動器剛性不足或參數有問題,三是伺服電機動力線接的可能有問題呀,伺服電機的動力線是不能搞錯的,可調換幾次看看。四是編碼器安裝問題或編碼器自身有問題,需要認真檢查,有同樣的伺服電機和驅動器最好相互調換一下試試看。伺服電機有問題,最好找專業人士檢修。系統與驅動器故障,電機本身故障;驅動器與實際進給系統的匹配未達到最佳值而引起的,通常只要通過驅動器的速度環增益與積分時間的調節即可進行消除,具體方法為:1)根據驅動模塊及電動機規格,對驅動器的調節器板的S2進行正確的電流調節器設定。2)將速度調節器的積分時間Tn調節電位器(在驅動器正面),逆時針調至極限(Tn≈39ms)。3)將速度調節器的比例Kp調節電位器(在驅動器正面),調整至中間位置(Kp≈7~10)。4)在以上調整后,即可以消除伺服電動機的尖叫聲,但此時動態特性較差,還須進行下一步調整。5)順時針慢慢旋轉積分時間Tn調節電位器,減小積分時間,直到電動機出現振蕩聲。6)逆時針稍稍旋轉積分時間Tn調節電位器,使電動機振蕩聲恰好消除。7)保留以上位置,并作好記錄。本機床經以上調整后,尖叫聲即消除,機床恢復正常工作。
電機掃堂是什么原因?
電機掃堂就是電機的轉子與定子繞組里的硅鋼片發生摩擦,一般是軸承壞了,還有可能是軸承走外緣,端蓋的軸承位置松動。也有可能是轉子走內緣,轉子上的軸承位置壞了。最小的一種可能是轉子彎曲造成的。
軸承磨損或者是軸承座松動會造成的轉子偏心。
電機軸上支承圈磨損嚴重、轉子鐵心位移,或因其他原因使定子鐵心位移,造成電機錐形轉子與定子間隙太小發生掃膛。電機嚴禁“掃膛”,當發生掃膛后,應拆下支承圈進行更換,調整定子轉子錐面之間的間隙使之均勻,或送修。
錐形電機制動原理
錐形電機屬于特種電機,又名自制動異步電動機。結構形式有旁磁式,杠桿式,錐形轉子式三種,我只說最后一種的制動原理吧。錐形轉子電動機定子內腔和轉子外形都成錐形,其錐形制動環鑲嵌于風扇制動輪上,靜制動環鑲在后端蓋上,定子通電后,產生旋轉磁場,同時產生軸向磁拉力,使轉子軸向移動并壓縮彈簧,使風扇制動輪上的錐形環與靜制動環離開,轉子開始轉動,定子斷電后,軸向磁拉力消失,轉子在彈簧的作用下,連同風扇制動輪一起復位,使動靜制動環接觸,產生摩擦力矩,迫使電動機立即停轉。一般此種電動機沒有單相的。
交流伺服電機在運行中會出現抖動的現象,問題需怎樣解決?
E-1E:指檢查不到遙控套準的實際值。
E-2E:指不能傳送正常值。
E-3E:指不能檢查當前所選單元的狀態。
E-4E:指伺服電機當前的運行狀態不能被確認。
E-5E:指伺服電機位置電位計不在調整的范圍內。
抖動是不正常的吧,可能是由于導軌不順暢,或者電源不足。
把功率調一下,調小點。
伺服電機抖動
伺服電機為珠海運控的,當上方連桿沒裝上時,一切看起來正常;一旦連桿裝上以后,電機就自己左右搖擺,參數設置半天也沒整好。注:未接有減速器
這個現象說明兩個問題:1、負載慣量遠大于電機本身慣量2、兩部分連接的剛度較低,使負載產生了諧振在這種情況下,系統只能調的很軟,也就是剛性要調低,反應速度要減慢。具體的方法是關閉積分,同時降低位置環增益。如要解決也需針對這兩個問題下手1、推薦增加一個減速機,這樣負載折算到電機的慣量就大大降低,日本伺服通常要求負載/電機慣量比小于5:12、負載與減速機的連接要牢固,增加剛度。以上兩個措施要同時使用才好,如果負載本身剛度低就沒辦法了。在這個情況下,即使電機不震動了,快速啟停時負載也會震動。
怎樣解決伺服電機在定位點突然停止引起負載的抖動問題呢?
可以試一下用有加減速脈沖輸出指令來做突然停止引起負載的抖動是轉動慣性與減速力矩矛盾的體現,能想辦法減輕但不能徹底消除。最有效的辦法是到定位點之前給一段時間逐漸減速。
這個要從2方面來解決。根本的,伺服的性能與現場調試;PLC發脈沖。
用PLC發送脈沖控制伺服電機,當沒有發送脈沖時,有時電機有微小的抖動。
伺服參數要調整好,主要是:慣量大小,剛性,有的還需要調整位置比例,積分,微分
用程序步進電機速啟動時,會有抖動聲無法啟動,用伺服電機能解決這種問題?
跟程序關系不大,應是電機轉動慣量不夠導致,建議換大點的步進或者伺服,伺服可以過載。
伺服電機快速有抖動什么原因
1、伺服配線:
a.使用標準動力電纜,編碼器電纜,控制電纜,電纜有無破損;
b.檢查控制線附近是否存在干擾源,是否與附近的大電流動力電纜互相平行或相隔太近;
c.檢查接地端子電位是否有發生變動,切實保證接地良好。
2、伺服參數:
a.伺服增益設置太大,建議用手動或自動方式重新調整伺服參數;
b.確認速度反饋濾波器時間常數的設置,初始值為0,可嘗試增大設置值;
c.電子齒輪比設置太大,建議恢復到出廠設置;
d.伺服系統和機械系統的共振,嘗試調整陷波濾波器頻率以及幅值。
3、機械系統:
a.連接電機軸和設備系統的聯軸器發生偏移,安裝螺釘未擰緊;
b.滑輪或齒輪的咬合不良也會導致負載轉矩變動,嘗試空載運行,如果空載運行時正常則檢查機械系統的結合部分是否有異常;
c.確認負載慣量,力矩以及轉速是否過大,嘗試空載運行,如果空載運行正常,則減輕負載或更換更大容量的驅動器和電機。
引起伺服電機振動的原因是什么?
機械結構不順暢,機械結構松動。驅動器的剛性參數調的太高,引起共振。伺服功率不夠。還有可能是伺服控制的參數調節有點問題,比如位置增益,速度增益等配合不好
1.是伺服電機的編碼器故障反饋量不對(或選型不對)。
2.伺服驅動控制器有干擾信號。驅動板有塵造成臨界短路狀態。
3.電機本身繞阻出現了問題
編輯:黃飛












 工商網監
工商網監
評論