 電子發燒友App
電子發燒友App


旋轉編碼器在工程實際應用中,通常有檢測自動化系統中電機轉速、設備運行位置和行程的作用,按用途可分為測速編碼器和行程編碼器兩種。目前旋轉編碼器主要應用以下領域:
電梯領域——電梯的速度調節和轎廂的位置控制都需要很精準的信號,編碼器可以在電梯控制上提供可靠精準的位置信號和速度信號,完成電梯的正常運轉;
矢量電機和伺服電機領域——矢量電機和伺服電機可以在很寬的范圍內進行速度、轉矩以及位置控制都要依賴電機輸出軸上的編碼器;
工程機械領域——大型工程機械對可靠的速度和位置檢測的需求越來越高,尤其在重型車輛行業,編碼器廣泛用于電子轉向助力系統、車輛速度檢測器以及混合動力汽車;
工業自動化控制生產線領域——工廠的自動化生產線需要精確的速度和方向信息保證電機正常運行;
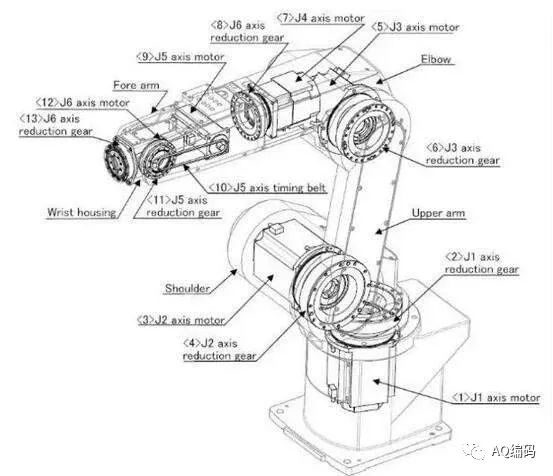
工業機器人領域——機器人的每個關節都需要精確的控制,以保證整個機器人的協調運動或行走,所以每個關節都需要一個編碼器進行協調控制。
石油天然氣行業——石油天然氣行業是高危行業,需要較高可靠性、較好密封性的高標準編碼器,主要用于鉆臺電機、轉臺和污泥泵的測速,如加油機上的編碼器用于測流量、計量加油量;?
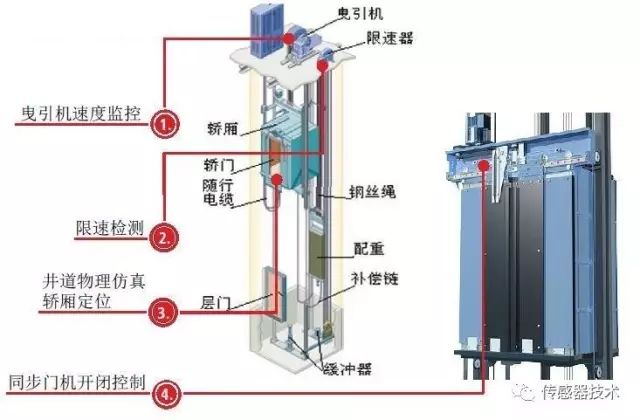
旋轉編碼器在電梯領域的應用
用戶在選擇電梯時,結構緊湊,高功率密度,免維護和用電效率高的優點正在發揮著重要作用。為了乘客更舒適的感受和不斷的提高質量,都需要創新和高效驅動系統,其中包括電機和控制系統。
這種創新系統的技術基礎是提供位置值的反饋系統,這樣在控制單元中可以確定電機的實際軸速并使電機線圈在正確相位時換向。
旋轉編碼器就是這種位置反饋單元。在電梯運行過程中,通過旋轉編碼器檢測、軟件實時計算以下信號:電梯所在層樓位置、換速點位置、平層點位置,從而進行樓層計數、發出換速信號和平層信號。
在電梯應用中,絕對式的旋轉編碼器優點更為突出。因為這種旋轉編碼器分辨率高并且用純串行傳輸協議(無另外的增量信號)。
絕對式旋轉編碼器的每圈有N個位置值并且有很高的精度,為先進和靈敏的驅動控制系統提供所需的分辨率。通過高質量掃描光柵,并在專門開發的ASIC后續電子電路中對掃描信號進行細分,使每圈能提供足夠多個可分辨的位置值,它為驅動控制系統帶來足夠多的位置數,而較大的時鐘頻率,足夠快地提供動態的電機控制—這直接關系到乘客的電梯乘坐體驗。
此外,絕對式編碼器對電梯用戶最顯著的優點是它可以在后臺提供更多功能特性。通過雙向串行接口傳輸的指定位置值(例如零位)簡化控制單元工作而且使控制單元能在正確相位處高效為電機磁場提供換向信號,保證最佳扭矩。由于旋轉編碼器分辨率高,幾乎任何極對數的電機都可以很容易的適應于此正確相位位置的分配。也就是說一個旋轉編碼器就適用于大量設計結構非常不同的電機。
雙向接口的另一個優點是電機與控制單元間的通信。一方面它能傳輸位置值,另一方面它還能傳輸與特定編碼器和電機相關的參數,這些信息在系統啟動階段以及系統配置中從旋轉編碼器的EEPROM存儲區讀到控制單元中。工廠用這個功能可以預裝相關參數,縮短第一次使用時的調試時間和避免向驅動系統手動輸入參數中可能出現的錯誤。
不僅如此,這個接口還有監測功能,使電梯能有更高可靠性。先進的旋轉編碼器電子電路設計還為溫度傳感器提供信號處理能力。除了編碼器內的溫度傳感器外,這個編碼器還允許連接電機線圈處的溫度傳感器電路板并進行溫度信號處理并將處理的數據傳輸協議傳給更高一級的電子電路。此外,編碼器電子電路中生成的有效數字形式的診斷值也通過這個接口傳輸,進行編碼器的功能冗余判斷。在達到臨界值時,需要采取必要防護措施,避免意外停機維護。
帶細分和雙向串行接口的絕對旋轉編碼器是電梯電機控制系統的理想選擇。它的數據傳輸能力,例如絕對位置值的傳輸能力,高分辨率,傳輸數字位置值周期時間短,以及更好的連接技術使它能提升控制系統性能,它的監測以及診斷功能幫助用戶進行預防性保養和定期維護。
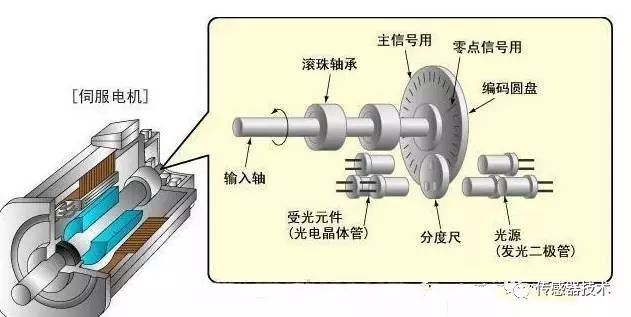
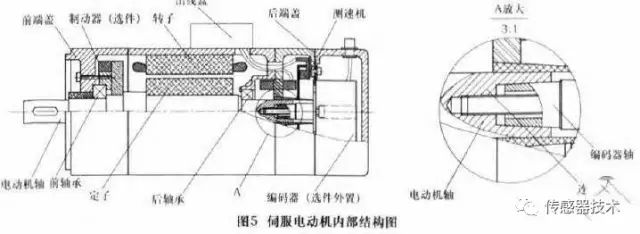
旋轉編碼器在伺服電機領域的應用
相信做機械設備的工程師都知道,以伺服電機,步進電機和無刷電機為首的是最常見的幾款精密型機電一體化電機,這些電機都有一個共同的特點就是都是以驅動器給數字信號給電機,使電機按照既定模式進行運作。可控制,可編程,精度 高都是這些電機的主要特點。但是有些客戶的設備需要用到精準定位,如轉速的精準定位,位移的精準定位等,這個單獨靠電機和驅動器無法實現。這時候就需要加裝編碼器。
伺服電機編碼器是一個監控和反饋電機運轉方向和位置的高精度機電元件。如果要實現伺服與變頻基本同步需要一個控制界面來控制
伺服電機內部的轉子是永磁鐵,驅動器控制的U/V/W三相電形成電磁場,轉子在此磁場的作用下轉動,同時電機自帶的編碼器反饋信號給驅動器,驅動器根據反饋值與目標值進行比較,調整轉子轉動的角度。伺服電機的精度決定于編碼器的精度(線數)。
伺服電機編碼器測量中的注意事項
編碼器信號測量和處理是伺服電機控制的一個重要問題,電機轉子的位置,速度,加速度都是來自于編碼器信號。編碼器脈沖信號測量和處理好了,將會得到準確的信息,這是控制的基礎。反之將會誤導控制。
通常編碼器都有A, B, Z脈沖信號,也有的另外加上有U, V, W脈沖信號。A, B信號:為電機位置脈沖信號,通過A, B信號的相位差還可以辨別轉向。A和B信號的頻率相同,相位差90,它們的占空比均為50%,通過電路可以將A, B信號的上升沿,下降沿分別處理成為脈沖,在一個A脈沖周期內,出現4個脈沖。Z信號:零位信號,電機每轉一圈,在零位會產生Z脈沖信號,為了使Z信號更加可靠,一般規定只有在A,B信號都為高電平時出現Z信號上升沿才能確定為Z信號有效。U, V, W信號: 用于啟動位置的判斷。
A,B信號測量的注意事項:
A, B信號經過處理變成4倍頻的脈沖,分別出現在A周期的0,90,180,270。但是這種理想狀態是不存在的,通常A, B脈沖的相位差并不正好為90,A, B脈沖的高電平和電平的時間也不恰好相等。可以參考編碼器廠家給出的數據。也就是說,4個脈沖的時間間隔并不相等,如果采用T法進行測量,必定造成實際轉速不變而轉速測量值卻有波動的情況,這是必須要避免的問題。
解決問題的方法:
1、做T法測量時,不能使用兩個相鄰的脈沖,而是要用相同信號的相同沿。解釋一下,所謂相同信號比如是A信號,相同沿比如是上升沿,也就是用A的上一個上升沿到A的這個上升沿去進行T法測量。也可以用A的下降沿到下降沿,或者B的相同沿。這樣的好處是準確性獲得保障,壞處是周期是相鄰沿的4倍,增加了延時。
2、事先對每個沿的間距做測量,并算出修正系數,進行實時修正。這樣做的好處是延時只有上個方案的1/4,壞處是不能確保沿到沿的準確性,因為各個相鄰脈沖的時間差可能隨電機角度而改變,在震動強時也可能隨轉速而改變。準確性不能完全得到保證。
Z信號測量時的注意事項:
Z信號一旦受到干擾而產生誤判,將會造成同步失敗,電機電流將迅速增加而造成嚴重后果。所以對Z信號要格外注意抗干擾處理。Z信號通過A,B,Z之間的相關性來讓抗干擾能力增加。這種方法將干擾的可能性降低為原來的1/4。但是在干擾嚴重的高頻斬波的環境下,這個措施還是不夠的。
窗口法:
窗口法就是在零位附近開個窗口,只有在這個窗口內出現的Z信號,并同時滿足A, B, Z之間的電平關系,才認為是Z信號。在窗口外產生的Z信號不予認可。舉個例子:采用每圈2500線的編碼器,每圈所產生的4倍頻脈沖為10000個。當脈沖達到9700到10300之間時,Z信號有效,其它時候Z信號均不認可。
旋轉編碼器在道路檢測車中的應用
當前,隨著我國城鎮化和基礎設施建設的進程不斷推進,越來越多的道路正在規劃、興建,并不斷竣工投入使用。為了保證交通的安全與順暢,對道路的缺陷、平整度等指標進行檢測是至關重要的。對此,旋轉編碼器應用在道路檢測車上,在車輪轉速的檢測方面,通過其憑借卓越的檢測精準度成為了道路檢測和保養的利器。
由于道路的里程數和種類不斷增加,對其進行有效檢測和管理也成為了一個課題。對于高速公路、等級公路、城市道路以及機場跑道等不同種類的道路,無論是出現裂縫、裂紋等道路病害現象,還是平整度達不到相應標準,都有可能影響其正常發揮作用,甚至造成嚴重的危險隱患。在當前的信息化浪潮中,更需要將道路檢測工作與信息化管理平臺相結合,對道路的各項數據指標進行儲存、管理和利用。
針對這樣的需求,一種新型道路檢測車的出現,成為了破解道路檢測難題的最佳工具。這種檢測車集成和應用了現代信息技術,在機動車平臺上搭載了先進傳感器、圖像采集系統、車載計算機等組件。在車輛正常行駛狀態下,能自動完成道路路面圖像、路面形狀、道路設施立體圖像、平整度及道路幾何參數等數據的采集、分析、分類與存儲工作,甚至自動生成檢測報告和養護方案。
旋轉編碼器在冶金生產線上的應用
熱軋生產線是冶金行業重要生產線之一,其大部分機械裝置由交流調速電機驅動,而調速方式又以變頻調速方式為主。
熱軋生產線一般由板坯庫、加熱爐、粗軋、精軋、卷取及運輸鏈構成。作為軋線的重要設備,飛剪系統可裝設在連續式軋機的軋制作業線上,剪切軋件的頭部與尾部或將軋件剪切成定尺長度;采用飛剪機有利于使軋鋼生產迅速向高速化、連續化方向發展。
因此,它是軋鋼生產發展的重要手段之一。軋機軋制的理論:軋制是借助旋轉軋輥的摩擦力將軋件拖入軋輥間,同時依靠軋輥施加的壓力使軋件在兩個軋輥或兩個以上的軋輥間發生壓縮變形的一種材料加工方法。?
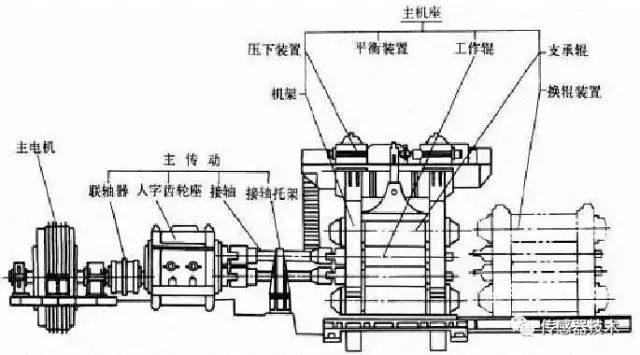
軋機主傳動系統采用的是全數字調速系統。速度控制器內含有電壓環、電流環、速度環,速度環反饋元件采用的是增量型編碼器。增量型重載大軸套旋轉編碼器與速度控制裝置配合應用效果較好,速度控制穩定,速度響應快,調速精度高。下夾送輥通過配置編碼器,控制棍子轉速,使飛剪,夾送輥軋機同步。?
旋轉編碼器在自動化領域機械手臂中的應用
在持續發展的自動化領域中廣泛應用,在精確測量、度量設備上、物體定位設備上,絕對值編碼器因其每一個位置絕對唯一、抗干擾、無需掉電記憶,已經越來越廣泛地應用于各種工業系統中的角度、長度測量和定位控制及在機械手臂中,并且在機械手臂中具有很大的優勢。
一般來說,每一維的機械手臂位置信息的反饋,都需要絕對值編碼器提供反饋。高精度機械手臂的應用中,比如半導體自動化的機械手臂,還可以考慮與編碼器配合工作,最高可提供數十位位的多圈位置信息,為機械手臂的精確控制提供必要的反饋信息。
某些絕對旋轉編碼器,能檢測出每分鐘12,000轉的運動信息,反應非常靈敏;可以通過讀取的位置信息,計算得到機械手臂的運動速度等參數。對于多維機械手臂的運動位置,絕對值編碼器上電時可以由主控制器讀取,這對于增量式的編碼器有很大的優勢。
對于機械手臂的設計,絕對值編碼器高精度,高靈敏度,小尺寸,模塊化設計等優點,能更好的應用于其中。
在多圈光電絕對值編碼器應用中,由于其位置信息不需要電池供電或其他的儲存,在系統上電后便能方便的讀取,這些優點是增量編碼器所不能比擬的。絕對值編碼器高精度,高靈敏度,快速反應,小尺寸,模塊化設計等優點,能很好的應用在閘門開度控制、機械手臂、高精度位置控制部件中。
旋轉編碼器在石油機械產品中應用
頂驅-磁阻式編碼器——旋轉鉆管和鉆頭。電機和齒輪系統一般會安裝有一個編碼器將速度和位置反饋到驅動器里。

頂驅-光電編碼器?

絞車及水泥泵車?
滾筒編碼器?

泥漿泵——多電機應用于循環泥漿的井下,電機用編碼器進行速度控制來提高流量線性。?
管道輸送——用于位置控制的絕對編碼器。?
不同形式編碼器的校正方法
一、增量式編碼器的相位對齊方式
增量式編碼器的輸出信號為方波信號,又可以分為帶換相信號的增量式編碼器和普通的增量式編碼器,普通的增量式編碼器具備兩相正交方波脈沖輸出信號A和B,以及零位信號Z;帶換相信號的增量式編碼器除具備ABZ輸出信號外,還具備互差120度的電子換相信號UVW,UVW各自的每轉周期數與電機轉子的磁極對數一致。
帶換相信號的增量式編碼器的UVW電子換相信號的相位與轉子磁極相位,或曰電角度相位之間的對齊方法如下:
1、用一個直流電源給電機的UV繞組通以小于額定電流的直流電,U入,V出,將電機軸定向至一個平衡位置;
2、用示波器觀察編碼器的U相信號和Z信號;
3、調整編碼器轉軸與電機軸的相對位置?;
4、一邊調整,一邊觀察編碼器U相信號跳變沿,和Z信號,直到Z信號穩定在高電平上(在此默認Z信號的常態為低電平),鎖定編碼器與電機的相對位置關系;
5、來回扭轉電機軸,撒手后,若電機軸每次自由回復到平衡位置時,Z信號都能穩定在高電平上,則對齊有效。
撤掉直流電源后,驗證如下:
1、用示波器觀察編碼器的U相信號和電機的UV線反電勢波形;
2、轉動電機軸,編碼器的U相信號上升沿與電機的UV線反電勢波形由低到高的過零點重合,編碼器的Z信號也出現在這個過零點上。
上述驗證方法,也可以用作對齊方法。需要注意的是,此時增量式編碼器的U相信號的相位零點即與電機UV線反電勢的相位零點對齊,由于電機的U相反電勢,與UV線反電勢之間相差30度,因而這樣對齊后,增量式編碼器的U相信號的相位零點與電機U相反電勢的-30度相位點對齊,而電機電角度相位與U相反電勢波形的相位一致,所以此時增量式編碼器的U相信號的相位零點與電機電角度相位的-30度點對齊。
有些伺服企業習慣于將編碼器的U相信號零點與電機電角度的零點直接對齊,為達到此目的,可以:
1、用3個阻值相等的電阻接成星型,然后將星型連接的3個電阻分別接入電機的UVW三相繞組引線;
2、以示波器觀察電機U相輸入與星型電阻的中點,就可以近似得到電機的U相反電勢波形;
3、依據操作的方便程度,調整編碼器轉軸與電機軸的相對位置,或者編碼器外殼與電機外殼的相對位置;
4、.一邊調整,一邊觀察編碼器的U相信號上升沿和電機U相反電勢波形由低到高的過零點,最終使上升沿和過零點重合,鎖定編碼器與電機的相對位置關系,完成對齊。
二、絕對式編碼器的相位對齊方式
絕對式編碼器的相位對齊對于單圈和多圈而言,差別不大,其實都是在一圈內對齊編碼器的檢測相位與電機電角度的相位。早期的絕對式編碼器會以單獨的引腳給出單圈相位的最高位的電平,利用此電平的0和1的翻轉,也可以實現編碼器和電機的相位對齊,方法如下:
1、用一個直流電源給電機的UV繞組通以小于額定電流的直流電,U入,V出,將電機軸定向至一個平衡位置;
2、用示波器觀察絕對編碼器的最高計數位電平信號;
3、調整編碼器轉軸與電機軸的相對位置;
4、一邊調整,一邊觀察最高計數位信號的跳變沿,直到跳變沿準確出現在電機軸的定向平衡位置處,鎖定編碼器與電機的相對位置關系;
5、來回扭轉電機軸,撒手后,若電機軸每次自由回復到平衡位置時,跳變沿都能準確復現,則對齊有效。
這類絕對式編碼器目前已經被采用EnDAT,BiSS,Hyperface等串行協議,以及日系專用串行協議的新型絕對式編碼器廣泛取代,因而最高位信號就不符存在了,此時對齊編碼器和電機相位的方法也有所變化,其中一種非常實用的方法是利用編碼器內部的EEPROM,存儲編碼器隨機安裝在電機軸上后實測的相位,具體方法如下:
1、將編碼器隨機安裝在電機上,即固結編碼器轉軸與電機軸,以及編碼器外殼與電機外殼;
2、用一個直流電源給電機的UV繞組通以小于額定電流的直流電,U入,V出,將電機軸定向至一個平衡位置;
3、用伺服驅動器讀取絕對編碼器的單圈位置值,并存入編碼器內部記錄電機電角度初始相位的EEPROM中;
4、對齊過程結束。
如果絕對式編碼器既沒有可供使用的EEPROM,又沒有可供檢測的最高計數位引腳,則對齊方法會相對復雜。如果驅動器支持單圈絕對位置信息的讀出和顯示,則可以考慮:
1、用一個直流電源給電機的UV繞組通以小于額定電流的直流電,U入,V出,將電機軸定向至一個平衡位置;
2、利用伺服驅動器讀取并顯示絕對編碼器的單圈位置值;
3、調整編碼器轉軸與電機軸的相對位置;
4、經過上述調整,使顯示的單圈絕對位置值充分接近根據電機的極對數折算出來的電機-30度電角度所應對應的單圈絕對位置點,鎖定編碼器與電機的相對位置關系;
5、來回扭轉電機軸,撒手后,若電機軸每次自由回復到平衡位置時,上述折算位置點都能準確復現,則對齊有效。
如果用戶連絕對值信息都無法獲得,那么就只能借助原廠的專用工裝,一邊檢測絕對位置檢測值,一邊檢測電機電角度相位,利用工裝,調整編碼器和電機的相對角位置關系,將編碼器相位與電機電角度相位相互對齊,然后再鎖定。這樣一來,用戶就更加無從自行解決編碼器的相位對齊問題了。
編輯:黃飛
?











 工商網監
工商網監
評論