 電子發燒友App
電子發燒友App


項目分析需要對項目的生產工藝、工作環境、硬件需求和控制要求等方面進行全面分析。這項工作是整個系統設計的基礎。如果前期項目分析不到位,將會造成后面硬件選型不準確,導致工程延期。
一、項目分析
工程技術人員首先要對工程項目進行分析,即項目工程的控制流程和每個流程的控制類型,并對整個項目可能出現問題做出預判。
(1)分析控制流程。分析控制流程時,建議繪制相關的控制流程圖,清晰的標注每一步工作的內容和到下一步的條件。
(2)分析控制類型和預估PLC選型所需參數。一般PLC適用于四種控制類型,即順序控制,過程控制,運動(或位置)控制和網絡通信等。工程技術人員在分析控制要求后,根據繪制的控制流程圖,將每個控制流程的控制類型進行分類,再根據項目的復雜程度將組合出控制類型,因此前期準確地分析每一步的控制類型,將有助于選型的準確和問題的預估。
在分析項目控制類型的同時,工程技術人員還要預估PLC選型所需要的重要參數值。
如順序控制中的I/O點數;
若使用編碼器,要根據編碼器的參數計算其輸出脈沖的頻率值,進而換算成PLC高速計數的脈沖頻率。
再如,過程控制中模擬量數和模擬量精度、運動控制中PLC對于伺服驅動器反饋信號的響應速度和PLC高速脈沖輸出的數量,以及在網絡通信時,所選PLC是否支持相應的網絡類型等參數。
二、預估可能出現的問題
對于可能出現問題的預估是工程分析中較難的環節。這不僅需要工程技術人員對現場的工作環境和整個項目控制難點能夠較好地把握,還要對可能出現的突發情況和危險具有前期預判。
(1)設備工作環境的把握。工程人員需要對生產環境有較全面的認識。如紡織機械所處工作環境的空氣濕度高、振動較大,所以設計PLC系統時要做好防震處理。又如建材加工廠的環境溫度比較高,并且有很大的粉塵和較強的靜電,因此工程技術人員要在保證電氣控制柜通風良好的前提下,進一步做好防塵和除靜電處理。
設備工作環境的把握不僅僅局限于物理的環境,隨著PLC應用的深入,更需考慮人員因素。如設備操作人員的素質較低時,需要開發較為簡練的設備操作界面。
(2)項目難點的預期。項目難點的預期其實就是對項目核心問題的把握。如噴氣織機設備的控制核心就是如何快速有序地控制電磁閥,利用壓縮空氣的摩擦力來牽引緯紗穿過紡織梭,完成紡織的引緯工作,這需要PLC具有非常快的響應速度。在確定項目難點后,工程技術人員可以根據難點來對PLC進行選型。從整個項目的角度出發,項目的難點就是系統設計的特點,也是PLC選型的方向。
(3)項目危險的前期預估。在項目設計前期,工程技術人員需對本項目可能出現的危險情況進行預判。如順序控制或運動控制中調試設備時對于誤動作的防護;在過程控制中,測試時是否有高壓,高溫或者有毒有害物質以及相關的防護措施。在項目設計前期對危險進行預估有助于加強工程技術人員的安全意識。
第二步:PLC硬件選型
PLC的選型是工程技術人員根據前期項目分析和項目難點的預期來選擇合適PLC,主要依據以下原則。
一、先特殊后一般原則
根據工程經驗,大多數工程項目中制約PLC選型的因素主要集中在幾個關鍵點上,所以應遵循先特殊后一般的原則選擇PLC。
所謂特殊即項目有哪些特殊的控制要求,不同控制類型有著不同的首要制約因素。如順序控制中,CPU的程序容量和I/O點的擴展能力為PLC選型的主要因素。過程控制中,則以控制模擬量的數量和模擬量的精度作為出發點進行選型。在較為簡單的運動控制中,PLC需要接收來自現場編碼器送回的位置信號并相應地發出一定頻率的脈沖來控制伺服電機,因此PLC處理數據的速度、輸入端接收高速脈沖的能力和輸出端高速脈沖的發送能力將成為PLC選型的首要因素。而在大型復合項目中,需使用不同的PLC組網,因此PLC支持的網絡類型則成為PLC選型的首要因素。
工程技術人員需按照本項目的核心需求,將不同的控制要求按照從特殊到一般的順序進行排列,如此選型將事半功倍,更可降低工程的整體難度。
二、由下至上原則
由下至上原則的目的是將PLC選型的性價比最大化。目前多數廠家的PLC產品分成多個系列。當工程技術人員選型時,按照第一步從特殊到一般的選型順序,從最低款PLC開始,逐一對照性能參數。當發現不滿足要求時,考慮較高一款產品。以此類推,直至選取全部滿足要求的PLC型號。如若由上至下選型,則會使PLC功能浪費,造成大馬拉小車。
三、PLC開關量輸入/輸出單元的選擇
PLC的開關量輸入點是用來接受現場傳感器所輸入的電平信號,開關時輸出點的作用根據內部的控制信號來驅動外部負載。
(1)開關量輸入端子的選擇。現在市面上PLC輸入點均為晶體管輸入,使用者只需要根據前期預估的輸入點數量選擇即可。但是這里需要注意,因PLC端接線類型不同,分別有NPN和PNP兩種輸入方式,其意義是輸入端是以低電平有效還是以高電平有效,一旦確定輸入端的接線類型,則需選用相同類型輸入的傳感器,即NPN和PNP型的傳感器不能共用一個PLC的輸入端子。
現在市面上PLC輸入端子多為直流24V的輸入電壓,如果需要其將他電壓規格的傳感器接入到PLC,需用繼電器做相應的隔離,保證接入PLC輸入端的信號為直流24V電壓。
(2)開關量輸出端子的選擇。PLC開關量輸出點的類型主要為繼電器型輸出和晶體管輸出兩種。
1)繼電器輸出型。繼電器輸出負載能力好,能夠短時間承受較高過電壓和過電流,有較強的隔離作用。但是由于繼電器內部為機械觸點,動作壽命有限,所以只能用于連接動作頻率較低且不需要高速脈沖輸出的場合
2)晶體管輸出型。晶體管型輸出是以通過控制其內部三極管的導通為手段,來達到控制輸出端子通斷目的,并且其內部并沒有機械觸點結構,所以相比于繼電器輸出觸點,晶體管輸出觸點壽命長,動作頻率高,不易損壞,缺點為負載能力較差。
(3)開關量輸出端子選型的注意事項
類似于輸入端,晶體管輸出端子也分為NPN型和PNP型兩種。一旦型號確定則只能按照同種接線方式連接負載。
在實際應用中,建議工程技術人員多選用晶體管輸出型PLC,并在輸出端使用繼電器連接外部負載,形成對于下游負載設備的電氣隔離,這樣的組合綜合了晶體管壽命長和繼電器負載能力強的優點。如果現場出現電氣故障,PLC輸出端子將會因受到隔離繼電器保護而免受損壞,只需要更換損壞的繼電器即可。而一旦繼電器輸出型PLC端子損壞,將無法修復損壞端子。
四、先內置后擴展原則
隨著PLC的不斷更新換代,特別是小型機功能的不斷增強,PLC單機已內置了許多擴展模塊的功能,如模擬量功能,通信功能等。因此,選型時盡可能選用內置功能多的PLC,既降低了成本,又節省控制柜空間,更可以簡化設置和編程工作量。
五、PLC選型冗余量的把握
由于前期預估、現場施工改動和后期維護升級的需要,PLC選型需考慮一定的冗余量。主要考慮I/O點的數量,較小的工程控制在20%的冗余范圍;較大的工程控制在5%~10%。其它如模擬量,通信和總線功能的冗余問題,需工程技術人員根據現場硬件配置靈活把握,如果控制功能均為PLC內置的,則需更換高一級單機PLC;若控制功能是通過擴展模塊實現的,則考慮冗余時僅需更新相應模塊即可。
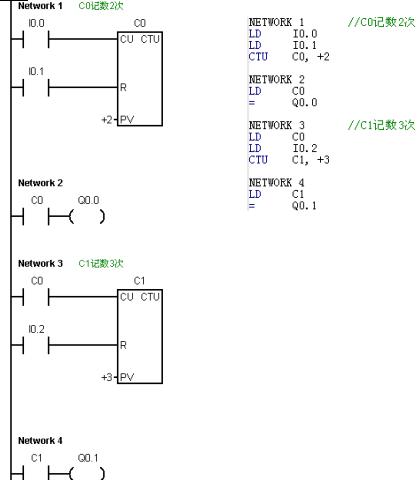
第三步:PLC編程要點
(1)根據控制流程圖分配程序段
根據前期控制流程圖將控制程序分解成不同的程序段,這樣可以使程序整體結構清晰,便于后期調試程序。如果項目較復雜,將程序分段后便于分配給若干名編程人員同時編程和調試,從整體上提高了編程效率。
(2)編制I/O表和內存表
編制I/O表是給每個輸入/輸出點分配地址并做注釋,避免編程時出現I/O點混亂的問題。編制內存表是分配PLC內存地址給程序的中間變量并做注釋,便于編程時引用。
(3)簡化編程
編程員在熟悉PLC指令系統的基礎上,熟練使用高級指令編程,可以極大地減少編程工作量,節省PLC存儲器空間,有助于更好地發揮PLC功能。
(4)注釋清晰
為了方便后期調試程序,編程時需將每個相關點的注釋清晰地標注在程序中,包括使用的特殊指令目的等。程序可讀性好,為后期項目維護和升級打下基礎。
第四步:PLC程序調試方法
PLC應用程序的調試工作可以分為模擬調試和聯機調試兩個步驟。
一、模擬調試
模擬調試是指根據開關量I/O單元上各位對應的發光二極管的顯示狀態而不帶輸出設備進行的調試。
設計好控制程序后,一般先作模擬調試。有的PLC廠家提供了在計算機上運行、可用來替代PLC硬件來調試程序的仿真軟件,在仿真時按照系統功能的要求,將某些輸入元件位強制為ON或OFF,或改寫某些元件中的數據,監視系統的功能是否能正確實現。
如果連接上PLC硬件來調試程序時,可以使用接在輸入端子上的小開關和按鈕來模擬PLC實際的輸入信號,例如用它們發出操作指令,或者用它們模擬實際的反饋信號,如行程開關觸點的接通和斷開等。通過開關量輸出單元上各輸出點對應的發光二極管,觀察輸出信號是否滿足設計的要求。
調試順序控制程序的主要任務是檢查程序的運行是否符合順控圖的規定,即在某一轉換實現時,是否發生活動步狀態的正確變化,該轉換所有的前級步是否變為不活動步,所有的后續步是否變為活動步,以及各步被驅動的負載是否發生相應的變化。在調試時應充分考慮各種可能的情況,對系統各種不同的工作方式、順控圖中的每一條支路、各種可能的進展路線,都應逐一檢查,不能遺漏。發現問題后及時修改程序,直到在各種可能的情況下輸入信號與輸出信號之間的關系完全符合要求。如果程序中某些定時器或計數器的設定值過大,為了縮短調試時間,可以在調試時將它們減小,模擬調試結束后再寫入它們的實際設定值。
總之,模擬調試是整個程序設計工作中一項很重要的內容,它可以初步檢查程序的實際效果。模擬調試和程序編寫是密不可分的,程序的許多功能是在調試中不斷修改和逐步完善的。模擬調試既可以在實驗室內進行,也可以在現場實施。如果是在現場進行模擬調試,那就應將PLC系統與現場信號隔離,切斷I/O單元的外部電源,以免引起不必要的損失。
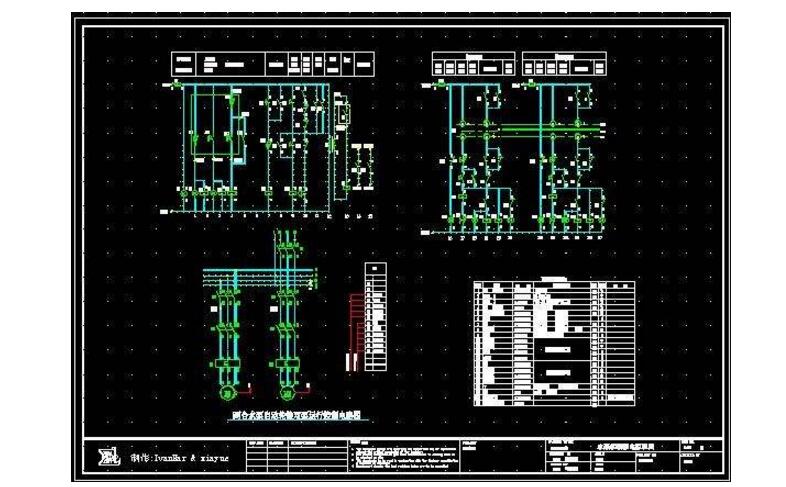
二、聯機調試
聯機調試是指將PLC安裝到控制柜中,并連接輸入元件和輸出負載,運行控制程序進行整體調試的過程。
在對程序進行模擬調試的同時,可以設計、制作控制柜,PLC之外其他硬件的安裝、接線工作也可以同時進行。完成控制柜內部接線后,應測試接線。可以在控制柜的接線端子上模擬PLC外部的開關量輸入信號,或操作控制柜面板上的按鈕和指令開關,觀察對應PLC輸入點的狀態變化是否正確。用編程器或編程軟件將PLC的輸出點強制置位或復位,觀察對應PLC的負載(如外部的繼電器、接觸器等)動作是否正常,或對應控制柜接線端子上輸出信號的狀態變化是否正確。
對于有模擬量輸入的系統,可以給變送器提供標準的輸入信號,通過調節單元上的電位器或程序中的參數,使模擬量輸入信號和轉換后的數字量之間的關系滿足要求。
在現場安裝好控制柜并完成柜內接線測試后,將外部的輸入元件和執行機構接入PLC,將PLC置于運行模式,運行控制程序,檢查控制系統是否能滿足要求。
在調試過程中將暴露出PLC系統可能存在的硬件問題及梯形圖設計中的問題,發現問題后在現場加以解決,直到完全符合要求。全部調試完成后,還要經過一段時間的試運行,以檢驗系統的可靠性。
審核編輯:黃飛
?










 工商網監
工商網監
評論