 電子發(fā)燒友App
電子發(fā)燒友App


0 引言
塑料擠出機(jī)是異型材擠出生產(chǎn)線(如塑鋼門(mén)窗的生產(chǎn)) 和鋁塑復(fù)合管生產(chǎn)線上的關(guān)鍵設(shè)備。擠出機(jī)自加料端至機(jī)頭分為加料區(qū)、熔融區(qū)和均化區(qū)3 個(gè)區(qū)。在加料區(qū),固體塑料通過(guò)與料筒的磨擦作用而被向前輸送并逐漸壓實(shí);在熔融區(qū),固體塑料被加熱熔融,在液固界面上生成一層熔體膜,當(dāng)熔體膜厚度超過(guò)螺翅與料筒的間隙時(shí),熔體被螺翅刮落,在螺翅前側(cè)形成熔池,后側(cè)形成固體熔床;在均化區(qū),物料在螺桿前進(jìn)的過(guò)程中受到正流、側(cè)流、倒流、漏流4 種運(yùn)動(dòng)的攪拌、剪切和壓緊作用,得到充分混合、塑化,并在一定壓力下連續(xù)地通過(guò)口模而形成連續(xù)體。在擠出機(jī)中溫度和速度控制是非常重要的。
貝加萊公司的工業(yè)自動(dòng)化產(chǎn)品PCC是綜合了PLC和工業(yè)計(jì)算機(jī)優(yōu)點(diǎn)的新一代可編程計(jì)算機(jī)控制器,具備各種標(biāo)準(zhǔn)的控制功能,硬件采用了能靈活配置的模塊化結(jié)構(gòu),可帶電插撥,可靠性高。PCC 支持多任務(wù)分時(shí)操作系統(tǒng),提供了8 個(gè)分別具有不同循環(huán)時(shí)間不同優(yōu)先權(quán)的任務(wù)等級(jí)(task class) 。其中優(yōu)先權(quán)高的任務(wù)等級(jí),即高速任務(wù)有著較短的執(zhí)行周期(周期可由用戶設(shè)定,范圍從1ms 到20ms) ,而標(biāo)準(zhǔn)任務(wù)的循環(huán)時(shí)間可從10 ms到5000 ms設(shè)定。而且每個(gè)任務(wù)等級(jí)可包含多個(gè)具體任務(wù),這些任務(wù)中間可以再細(xì)分優(yōu)先權(quán)的高低。
PCC的多處理器和智能I/ O 技術(shù)使其智能性強(qiáng),智能模塊內(nèi)部有自己的CPU ,其運(yùn)動(dòng)模塊配以高精度高質(zhì)量的運(yùn)動(dòng)控制算法,溫度模塊配以具有自學(xué)習(xí)能力的溫度調(diào)節(jié)算法(PID 和模糊調(diào)節(jié)技術(shù)) 。智能溫度PIDxh 軟件可以自動(dòng)計(jì)算出不同溫控所需要的PID 參數(shù),過(guò)程控制的PID 調(diào)節(jié)可以達(dá)到50μs 一個(gè)回路。
PCC產(chǎn)品使用開(kāi)放式總線結(jié)構(gòu),與各種系統(tǒng)通信方便,提供支持CAN BUS 的硬件模塊并自帶CAN 接口。因此,很容易實(shí)現(xiàn)CAN BUS 物理連接,并通過(guò)相應(yīng)的通信程序?qū)崿F(xiàn)PCC系列產(chǎn)品之間的通信。幀驅(qū)動(dòng)器(frame driver) 是貝加萊公司為實(shí)現(xiàn)與第三方設(shè)備之間進(jìn)行通信而設(shè)計(jì)的軟件工具箱。由于Frame Driver 是一個(gè)自由通信協(xié)議,編寫(xiě)串行接口(如RS - 232 ,RS- 485/ 422 ,TTY等) 的通信協(xié)議非常方便。通常的數(shù)據(jù)通信,用戶必須對(duì)端口的細(xì)節(jié)了解很清楚才能通過(guò)編程實(shí)現(xiàn)對(duì)接口各管腳的操作。而幀驅(qū)動(dòng)器將這些操作集中起來(lái),用戶不必知道接口的細(xì)節(jié)就可以通過(guò)幀驅(qū)動(dòng)器命令直接傳輸讀寫(xiě)數(shù)據(jù)。
PCC提供了結(jié)構(gòu)化高級(jí)語(yǔ)言PL2000 ( 類似C 語(yǔ)言) ,也可使用梯形圖(LAD) 、指令表(STL) 編程,且具有強(qiáng)大的數(shù)據(jù)運(yùn)算和處理能力。
本文介紹PCC在鋁塑復(fù)合管生產(chǎn)線中對(duì)4 臺(tái)擠出機(jī)的控制。
1 系統(tǒng)的構(gòu)成和功能
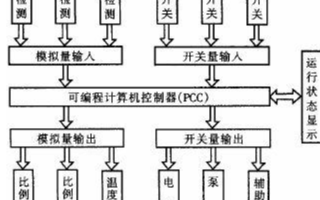
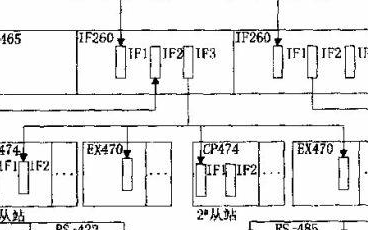
圖1 為PCC控制4 臺(tái)擠出機(jī)系統(tǒng)框圖。4 臺(tái)擠出機(jī)都是單螺桿擠出機(jī):內(nèi)管擠出機(jī)螺桿主電機(jī)為75kW直流電機(jī);內(nèi)管涂膠擠出機(jī)螺桿主電機(jī)為55kW直流電機(jī);外管涂膠擠出機(jī)螺桿主電機(jī)為55kW直流電機(jī);外管擠出機(jī)主電機(jī)為45kW直流電機(jī)。4 臺(tái)擠出機(jī)的螺桿直流電機(jī)都是由數(shù)字式直流調(diào)速系統(tǒng)E590 驅(qū)動(dòng),它們通過(guò)主站處理器模塊的IF2 口以RS - 422 與PCC通信。牽引機(jī)主電機(jī)是三相交流電機(jī),均由Lenze 變頻器驅(qū)動(dòng),它們通過(guò)主站接口模塊的IF2 口以RS - 485方式與PCC 通信。上位機(jī)為貝加萊公司的PROVIT -5000 系列工控機(jī),用于在人機(jī)界面上對(duì)全線設(shè)備集中監(jiān)控。擠出機(jī)的控制選用PCC2005 作為主站, 兩臺(tái)PCC2003 作為從站,包括電源模塊PS465 、處理器模塊、接口模塊、溫度輸入模塊、模擬量輸入模塊、模擬量輸出模塊、數(shù)字量輸入模塊和數(shù)字量輸出模塊。工控機(jī)、主站和兩個(gè)從站通過(guò)CAN 現(xiàn)場(chǎng)總線實(shí)現(xiàn)實(shí)時(shí)通信。
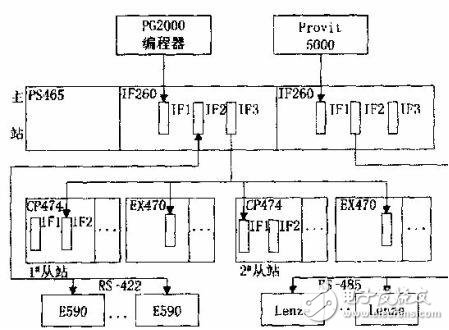
圖1 擠出機(jī)控制系統(tǒng)框圖
2 系統(tǒng)的軟件設(shè)計(jì)
用PCC編制用戶程序相對(duì)于傳統(tǒng)PLC 的一個(gè)顯著優(yōu)點(diǎn)是它的多任務(wù)處理能力。它非常適合于控制功能復(fù)雜、對(duì)實(shí)時(shí)性要求高的設(shè)備。整個(gè)系統(tǒng)的控制程序采用PL2000 高級(jí)語(yǔ)言和LAD(梯形圖) 混合編制,根據(jù)其不同功能編出獨(dú)立的程序塊,并按實(shí)時(shí)性要求設(shè)定優(yōu)先級(jí)。同時(shí),編程環(huán)境中包含豐富的函數(shù)庫(kù)及功能塊,大大減輕了開(kāi)發(fā)人員的工作量。
2. 1 溫度控制程序
在鋁塑復(fù)合管生產(chǎn)中,為了增加聚乙烯的流動(dòng)性、減少擠出機(jī)的負(fù)荷,希望提高擠出溫度;但溫度過(guò)高,尤其是在擠出機(jī)螺桿轉(zhuǎn)速較低、塑料在機(jī)筒和模具內(nèi)停留時(shí)間過(guò)長(zhǎng)會(huì)使聚乙烯分子鏈?zhǔn)艿狡茐亩绊懝懿馁|(zhì)量。PL2000 編程語(yǔ)言提供PIDxh 函數(shù),可以控制多路溫度調(diào)節(jié)。擠出溫度采用集中控制,每臺(tái)擠出機(jī)的機(jī)筒上有4 個(gè)熱電偶,機(jī)頭上有一個(gè)熱電偶,測(cè)溫信號(hào)直接接在PCC的溫度模塊上,用PID溫控軟件實(shí)行獨(dú)立的回路控制。在軟件中還采取了自學(xué)習(xí)功能,即自動(dòng)記錄不同時(shí)段、不同原料、不同模具下系統(tǒng)所需的參數(shù),并存放于PCC的數(shù)據(jù)模塊中。軟件可以自動(dòng)計(jì)算出不同溫控所需的PID 參數(shù),溫度控制精度可以達(dá)到±1 ℃。
2. 2 通信控制程序
通信程序是很關(guān)鍵的。在工控機(jī)、PCC主站和從站之間以及主站和擠出機(jī)的直流調(diào)速系統(tǒng)之間、主站與牽引機(jī)的變頻器之間等都是靠通信進(jìn)行數(shù)據(jù)交換的。工控機(jī)、主站和從站之間通過(guò)CAN 總線實(shí)現(xiàn)通信。CAN 通信程序中主要用到下述函數(shù): 用CANopen() 實(shí)現(xiàn)CAN 控制器的初始化并申請(qǐng)傳輸數(shù)據(jù)所需的資源;用CANwrite() 函數(shù)對(duì)將被發(fā)送的數(shù)據(jù)進(jìn)行寫(xiě)操作;用CANread() 函數(shù)進(jìn)行讀取數(shù)據(jù)的操作; 用CANdftab() 函數(shù)可創(chuàng)建一個(gè)包含CAN 總線數(shù)據(jù)的變量列表,用戶可以通過(guò)事件變量來(lái)進(jìn)行數(shù)據(jù)讀寫(xiě);周期性的數(shù)據(jù)讀寫(xiě)則用CANrwtab() 函數(shù)進(jìn)行處理。
使用Frame Driver 編寫(xiě)與直流調(diào)速系統(tǒng)和變頻器的通信協(xié)議。在圖1 中,4 臺(tái)E590 直流調(diào)速系統(tǒng)分別驅(qū)動(dòng)內(nèi)管擠出、內(nèi)管涂膠擠出、外管擠出、外管涂膠擠出直流電機(jī),它們均通過(guò)主站處理器模塊的IF2 口以RS - 422 與PCC通信,由PCC統(tǒng)一調(diào)整控制參數(shù)和給定值。5 臺(tái)Lenze 變頻器分別驅(qū)動(dòng)內(nèi)管牽引、內(nèi)管涂膠牽引、焊管牽引、鋁管牽引和成材牽引的三相交流電動(dòng)機(jī),它們通過(guò)主站接口模塊的IF2 口以RS - 485 方式與PCC進(jìn)行通信。通信時(shí)先使用函數(shù)FRM_ Xopen(enable ,adr (device) ,adr (mode) ,adr (config) ,status ,ident)初始化;發(fā)送數(shù)據(jù)時(shí),先向幀驅(qū)動(dòng)器申請(qǐng)一個(gè)緩存區(qū),這時(shí)要用到FRM_ gbuf (enable , ident , status , buffer , buflng) 函數(shù);然后將要發(fā)送的數(shù)據(jù)寫(xiě)入申請(qǐng)得到的緩存區(qū)中,用strcpy(outbufadr ,“Frame Driver Output Test”) 函數(shù)或memcpy() 函數(shù);最后命令幀驅(qū)動(dòng)器傳輸數(shù)據(jù),用FRM_writ (enable ,ident ,buffer ,buflng ,status) 函數(shù)。
接收數(shù)據(jù)的過(guò)程基本相反。首先通知幀驅(qū)動(dòng)器從接口讀一幀數(shù)據(jù)并把它放在一個(gè)緩存區(qū)中,使用函數(shù)FRM_read (enable ,ident ,status ,buffer ,buflng);然后將數(shù)據(jù)從緩存區(qū)中拷貝到工作區(qū),用memcpy() 函數(shù);最后要釋放緩存區(qū)以便再用,用FRM_rbuf () 函數(shù)。由此可見(jiàn),使用PCC的幀驅(qū)動(dòng)器編寫(xiě)與第三方的通信程序是很方便的。
2. 3 擠出量控制
擠出量的控制是控制擠出的鋁塑復(fù)合管內(nèi)外管的大小。擠出量是按管徑和牽引速度用公式計(jì)算出來(lái)的,以內(nèi)外管徑符合標(biāo)準(zhǔn)、表面光潔為宜。擠出量是由PCC主站處理器上的通信端口IF2 以RS - 422 與E590直流傳動(dòng)系統(tǒng)通信,調(diào)節(jié)直流電機(jī)的轉(zhuǎn)速(即擠出機(jī)螺桿的轉(zhuǎn)速) 來(lái)調(diào)整的。
2. 4 牽引速度控制
牽引速度的控制在鋁塑復(fù)合管生產(chǎn)中至關(guān)重要,它直接影響擠出的管材尺寸和焊接質(zhì)量。如牽引速度太慢,焊頭在鋁帶上停留的時(shí)間長(zhǎng),易將鋁帶焊穿;如牽引速度太快,焊接速度跟不上,則焊不牢。牽引速度還要與擠出速度相匹配,如牽引速度過(guò)大,管子表面會(huì)出現(xiàn)竹節(jié)現(xiàn)象;牽引速度過(guò)低則會(huì)使管材直徑過(guò)大而超差。系統(tǒng)中牽引速度是根據(jù)焊接速度和擠出速度按一定的公式計(jì)算出速度給定值,通過(guò)主站接口模塊的IF2 口以RS - 485 的通信方式送到各變頻器的,并在軟件中將設(shè)定速度與實(shí)際速度進(jìn)行比較,形成速度閉環(huán)控制。
2. 5 輔助控制程序
生產(chǎn)現(xiàn)場(chǎng)還有些輔助設(shè)備,如預(yù)熱、冷卻、剪切、卷繞設(shè)備等。這些設(shè)備對(duì)控制的實(shí)時(shí)性要求不高,單獨(dú)編程按普通任務(wù)執(zhí)行。
實(shí)際生產(chǎn)中還需要檢測(cè)運(yùn)行中的故障,對(duì)設(shè)備進(jìn)行保護(hù),并提供多種報(bào)警模式。擠出機(jī)中的報(bào)警大致分為溫度報(bào)警、直流調(diào)速系統(tǒng)和變頻器或電機(jī)報(bào)警以及機(jī)械動(dòng)作報(bào)警。溫控采用的是軟件集中控制,可以直接控制系統(tǒng)每一路的加熱單元,以隨時(shí)報(bào)告加熱的異常狀態(tài)。在人機(jī)界面上可以顯示實(shí)際溫度和設(shè)定溫度,從而對(duì)各加熱單元進(jìn)行監(jiān)視,并實(shí)現(xiàn)超溫或低溫報(bào)警。傳統(tǒng)控制系統(tǒng)無(wú)法顯示故障原因,因而維修起來(lái)困難。而在該系統(tǒng)中,由于能夠顯示故障位置和故障原因,檢修維護(hù)非常方便。
3 結(jié)束語(yǔ)
鋁塑復(fù)合管生產(chǎn)中的擠出機(jī)自動(dòng)化程度高,控制復(fù)雜。基于可編程計(jì)算機(jī)控制器的該系統(tǒng)憑借B&R PCC的先進(jìn)技術(shù),在控制功能和控制精度上達(dá)到了較高的水平,為實(shí)現(xiàn)工廠自動(dòng)化創(chuàng)造了條件。PCC的多任務(wù)操作系統(tǒng)提高了控制的實(shí)時(shí)性,開(kāi)放式CAN 總線保證了主、從站之間信息流的暢通。主站與直流調(diào)速系統(tǒng)、變頻器以通信的方式結(jié)合起來(lái),實(shí)時(shí)修改控制參數(shù),提高了生產(chǎn)線的自動(dòng)化程度。用PCC控制的擠出機(jī)運(yùn)行穩(wěn)定,維護(hù)方便,安全可靠。
PCC 在注塑機(jī)控制系統(tǒng)中的應(yīng)用
1 引言
現(xiàn)代塑料注射成型機(jī), 簡(jiǎn)稱注塑機(jī), 是一個(gè)集機(jī)、電、液于一體的典型系統(tǒng),因具有一次能夠成型復(fù)雜制品、后加工量少、加工的塑料種類多等特點(diǎn),自問(wèn)世以來(lái), 發(fā)展極為迅速, 目前已成為塑料成型加工的主要設(shè)備。
隨著計(jì)算機(jī)技術(shù)的發(fā)展,計(jì)算機(jī)控制技術(shù)在注塑機(jī)上的應(yīng)用,使智能控制注塑工藝過(guò)程中各個(gè)參數(shù)達(dá)到最佳值已成為可能。西方工業(yè)國(guó)家已成功推出新一代自動(dòng)控制塑料機(jī)械, 不僅自動(dòng)化程度高、易操作, 而且生產(chǎn)效率和產(chǎn)品質(zhì)量也大大提高。我國(guó)中小型塑料機(jī)械基本上均采用單體式的溫度、壓力控制儀表和手動(dòng)開(kāi)關(guān)控制, 不僅自動(dòng)化程度無(wú)法與國(guó)外同類產(chǎn)品相比,而且嚴(yán)重影響產(chǎn)品的加工質(zhì)量和生產(chǎn)效率。鑒于此,提出了采用先進(jìn)的電液比例技術(shù)和可編程序計(jì)算機(jī)控制器(簡(jiǎn)稱PCC) 構(gòu)成的機(jī)電一體化控制方案, 該方案具體有以下方面的改進(jìn)。
在控制方式上,用閉環(huán)控制系統(tǒng)代替原來(lái)的開(kāi)環(huán)控制系統(tǒng), 對(duì)主要工藝參數(shù)(如溫度、注射壓力、注射速度等) 進(jìn)行閉環(huán)控制,提高了控制精度,能夠大幅度地改善塑料制品的質(zhì)量; 在編制軟件時(shí), 利用軟件技術(shù)使機(jī)器具有報(bào)警、自檢、自動(dòng)復(fù)位等功能,提高了系統(tǒng)的可靠性;在控制算法上,采用了工業(yè)生產(chǎn)中比較成熟的PID 算法。閉環(huán)系統(tǒng)控制原理如圖1 所示。
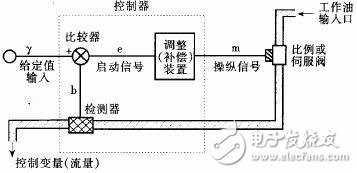
圖1 閉環(huán)系統(tǒng)控制原理圖
在液壓系統(tǒng)中,采用比例流量閥和比例壓力閥代替原來(lái)的開(kāi)關(guān)閥,它們與伺服閥相比具有價(jià)格便宜, 對(duì)工業(yè)環(huán)境要求不高等優(yōu)點(diǎn), 經(jīng)改進(jìn)后的油路不僅更廣泛地適應(yīng)注塑制品加工的工藝條件,促進(jìn)注塑制品質(zhì)量的提高,而且能利用系統(tǒng)調(diào)整工序中所需的壓力和流量,節(jié)省了功率消耗。
在控制裝置上,采用一種專為中小型控制系統(tǒng)設(shè)計(jì)的可編程計(jì)算機(jī)控制器(簡(jiǎn)稱PCC) ,它集成了標(biāo)準(zhǔn)的PLC 和工業(yè)控制計(jì)算機(jī)的特點(diǎn), 具有多任務(wù)分時(shí)操作系統(tǒng), 數(shù)據(jù)運(yùn)算和處理能力比PLC 更強(qiáng)大。因此用PCC 組成注塑機(jī)的控制系統(tǒng),來(lái)實(shí)現(xiàn)包括位置控制、速度控制、溫度控制、故障控制和實(shí)時(shí)顯示等注塑全過(guò)程的多種控制,可大大提高塑料制品的質(zhì)量,有利于提高經(jīng)濟(jì)效益。本文著重介紹由PCC 組成的注塑機(jī)控制系統(tǒng)。
2 注塑機(jī)結(jié)構(gòu)及工藝
一臺(tái)通用的注塑機(jī)主要由注射裝置、合模裝置、液壓系統(tǒng)和電氣控制系統(tǒng)組成。注射裝置的作用是將塑料均勻地塑化和熔融,并在高壓和高速下將熔體注入模具型腔中, 它由塑化部件(螺桿, 料桶,加熱裝置,噴嘴) 、料斗、計(jì)量裝置、傳動(dòng)裝置、注射油缸、移動(dòng)油缸等組成。合模裝置是固定模具,使動(dòng)模板作啟閉模運(yùn)動(dòng), 能鎖緊模具, 在注射時(shí)保持模具可靠地合緊, 它主要由前后固定模板、移動(dòng)模板、連接拉桿、連桿機(jī)構(gòu)、調(diào)模裝置、合模油缸、移模油缸以及制品頂出裝置組成。液壓系統(tǒng)和電氣控制系統(tǒng)提供動(dòng)力并使注塑機(jī)按預(yù)定的工藝過(guò)程要求(壓力、速度、時(shí)間、溫度) 和動(dòng)作順序工作。
以常用的螺桿式注塑機(jī)為例,其注射過(guò)程如圖2 所示。
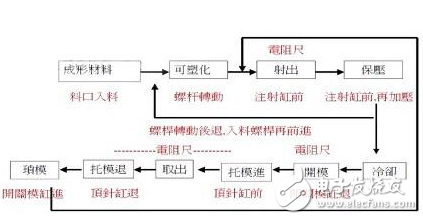
圖2 注塑機(jī)工藝生產(chǎn)見(jiàn)圖
注塑的工作過(guò)程為: 當(dāng)塑料從料斗落入料筒后,隨著注射螺桿的轉(zhuǎn)動(dòng)而不斷被輸送向前。輸送過(guò)程中逐漸壓實(shí),并在料筒的外加熱量和螺桿的剪切熱作用下實(shí)現(xiàn)其物理狀態(tài)的變化,最后成為粘流態(tài),并建立起一定壓力。當(dāng)螺桿頭部熔料大于注射油缸背壓時(shí), 螺桿便軸向移動(dòng)后退, 同時(shí)開(kāi)始容積計(jì)算。當(dāng)頭部熔料達(dá)到預(yù)定注射量后,計(jì)量裝置使行程開(kāi)關(guān)動(dòng)作,螺桿停止后退和轉(zhuǎn)動(dòng),預(yù)塑結(jié)束。
移動(dòng)模板在合模油缸推動(dòng)下使模具閉合。隨之注射座前移, 注射油缸動(dòng)作, 活塞帶動(dòng)螺桿按要求的壓力與速度將頭部的熔料注入模腔內(nèi)。注射完畢后,螺桿仍對(duì)熔料保持一定的壓力,以防止倒流,并進(jìn)行補(bǔ)縮。隨著模腔中熔料的冷卻,塑料從粘流態(tài)恢復(fù)到玻璃態(tài)而定型。合模油缸活塞后退使模具打開(kāi), 同時(shí)在頂出機(jī)構(gòu)的作用下將制件脫出, 從而完成一個(gè)工作循環(huán)。
3 注塑過(guò)程控制策略
注塑機(jī)的可控變量有兩種,一類是基本以模擬量形式的輸入變量, 如料筒各段溫度、聚合物熔體溫度、螺桿溫度、模具溫度、注射系統(tǒng)壓力、螺桿轉(zhuǎn)速等;另一類是數(shù)字量形式的輸入變量,如螺桿后退停止位置、注射座前后位置、模板向前、向后運(yùn)動(dòng)和超行程等。根據(jù)這些輸入變量,可以對(duì)注塑參數(shù)和溫度進(jìn)行控制。
(1) 注塑參數(shù)的控制
注塑參數(shù)的控制主要有對(duì)注射速度與注射壓力的控制、PVT保壓過(guò)程控制、緩沖量控制、背壓控制等。
注射速度控制包含兩種含義: 一是對(duì)螺桿(或柱塞) 推進(jìn)物料的速度進(jìn)行控制;二是對(duì)螺桿推進(jìn)速度同時(shí)進(jìn)行位置和速度值的多級(jí)切換,稱為多級(jí)注射速度切換或控制。同樣,注塑機(jī)的注射壓力控制也包含兩種含義:一是對(duì)螺桿推進(jìn)物料的壓力進(jìn)行控制;二是對(duì)螺桿推進(jìn)壓力同時(shí)進(jìn)行位置和壓力值的多級(jí)切換,稱為多級(jí)注射壓力切換或控制。在注塑機(jī)上采用速度傳感器進(jìn)行速度檢測(cè),并進(jìn)行數(shù)字量的設(shè)定, 通過(guò)電液比例系統(tǒng)實(shí)現(xiàn)注射速度控制。就注射壓力而言,從注射壓力到保壓壓力是采用位置切換,而在保壓階段時(shí)就從位置切換轉(zhuǎn)入用時(shí)間切換多級(jí)保壓壓力。
對(duì)于PVT保壓控制過(guò)程, 用壓力和溫度傳感器對(duì)模腔壓力和模腔溫度及噴嘴處的物料溫度進(jìn)行檢測(cè), 并作為反饋信號(hào)輸入給控制裝置進(jìn)行“PVT”( T為模腔中物料溫度、V為比容、P 為模腔壓力) 邏輯運(yùn)算, 發(fā)出指令對(duì)比例壓力電磁閥進(jìn)行比例調(diào)節(jié), 使注射與保壓時(shí)的系統(tǒng)油壓按PVT特性曲線的指令變化。模內(nèi)熔體的溫度是時(shí)間函數(shù),它是通過(guò)傳感器進(jìn)行不斷地檢測(cè)來(lái)獲取的。
緩沖量控制是對(duì)螺桿頭部余料的控制,具有緩沖與控制注塑量精度的作用。它是通過(guò)位移傳感器對(duì)螺桿位置的檢測(cè),并根據(jù)前次螺桿位置檢測(cè)的記憶信號(hào)進(jìn)行運(yùn)算后,確定下次螺桿位置的設(shè)定值來(lái)實(shí)現(xiàn)控制的。
背壓控制是為了減少軸向溫差,通過(guò)預(yù)選油壓多級(jí)控制實(shí)現(xiàn)。當(dāng)螺桿預(yù)塑時(shí),在物料的作用下要后退, 使注射油缸腔的回油經(jīng)過(guò)背壓閥流回油箱,這樣通過(guò)調(diào)整背壓閥在螺桿不同位置時(shí)泄油壓力來(lái)建立螺桿頭部熔體壓力的調(diào)節(jié)作用,影響熔體的剪切熱使其軸向溫差得到調(diào)節(jié)。
(2) 溫度控制
溫度控制主要有對(duì)料筒溫度、料口處溫度、噴嘴溫度、模具溫度、油溫等進(jìn)行控制。
對(duì)料筒溫度控制是注塑工藝的重要參數(shù),是塑化裝置的惟一外部供熱, 因此料筒的溫度控制技術(shù)將直接影響制品質(zhì)量。注射料筒的加熱段一般分3段到4 段, 通過(guò)一次儀表(熱電偶) 和二次儀表, 對(duì)加熱電阻圈的控制與調(diào)節(jié)組成閉環(huán)控制回路。
料口處溫度控制直接影響固體的磨擦系數(shù)和輸送效率,能使料筒其它部分物料的溫度得到更加
穩(wěn)定的控制。它是用熱電偶檢測(cè)溫度并通過(guò)PDPI控制循環(huán)冷卻水流實(shí)現(xiàn)控制的。
噴嘴溫度控制的好壞不僅會(huì)影響注塑過(guò)程能否穩(wěn)定工作,而且直接影響著高溫熔體通過(guò)噴嘴時(shí)
剪切熱和剪切流動(dòng),因此采用熱電偶對(duì)噴嘴的溫度進(jìn)行檢測(cè)并加以控制。
模具溫度控制通過(guò)熱電偶對(duì)實(shí)際溫度值的測(cè)量, 再與溫度控制儀表的設(shè)定值相比較, 將所獲得的偏差信號(hào)進(jìn)行放大,放大信號(hào)對(duì)加熱和冷卻系統(tǒng)進(jìn)行連續(xù)控制, 使模具處于穩(wěn)定的溫度范圍之內(nèi),以保持制品品質(zhì)。
油溫控制對(duì)液壓系統(tǒng)的穩(wěn)定性及注塑制品質(zhì)量有重要影響, 因而系統(tǒng)設(shè)置油溫控制裝置, 通過(guò)溫度傳感器進(jìn)行檢測(cè),由系統(tǒng)實(shí)現(xiàn)對(duì)油溫的加熱和冷卻控制。
4 PCC控制系統(tǒng)
注塑機(jī)控制系統(tǒng)是根據(jù)其工作原理, 按照注塑工藝流程, 通過(guò)PCC對(duì)注塑機(jī)現(xiàn)場(chǎng)各傳感元件的控制和對(duì)有關(guān)執(zhí)行部件的控制, 實(shí)現(xiàn)對(duì)不同塑料在注射成型各工藝的自動(dòng)控制以及自動(dòng)監(jiān)測(cè)和保護(hù)。
本控制系統(tǒng)采用某工業(yè)自動(dòng)化公司的2000 系列產(chǎn)品中的B&R2005 型, 它是一種緊湊型產(chǎn)品,其結(jié)構(gòu)是采用模塊式, 所有模塊尺寸均相同, 可靈活自由地通過(guò)設(shè)定組合插拔來(lái)擴(kuò)展系統(tǒng)。采用的主要模塊有: CPU152(CPU) 、ME963(應(yīng)用存儲(chǔ)器) 、PS792(電源模塊) 、DI477(數(shù)字量輸入模塊) 、DO480( 數(shù)字量輸出模塊) 、AI775( 模擬量輸入模塊) 、AT350(溫度輸入模塊) 、AO775(模擬量輸出模塊) 、DI164(LCD 顯示模塊) 以及基板等。PCC 整個(gè)控制系統(tǒng)的組成如圖3 所示。
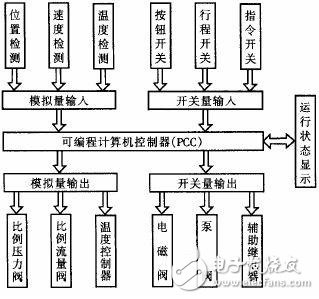
圖3 PCC控制系統(tǒng)組成
控制系統(tǒng)中設(shè)有調(diào)模、手動(dòng)注塑、半自動(dòng)注塑和全自動(dòng)注塑幾種工作方式。工作方式選擇由旋轉(zhuǎn)開(kāi)關(guān)通過(guò)PCC 的I/ O 接口電路傳送至系統(tǒng)。系統(tǒng)中有20 多個(gè)行程開(kāi)關(guān),行程開(kāi)關(guān)采用霍爾元件,其優(yōu)點(diǎn)是非接觸電磁感應(yīng),調(diào)整方便可靠。這些行程信息也是經(jīng)隔離電路及PCC 的I/ O 接口電路傳送至系統(tǒng)。系統(tǒng)中有17 個(gè)電磁鐵,分別控制不同的注塑動(dòng)作。輸出的控制信號(hào)經(jīng)PCC 的I/ O 接口和隔離電路控制17 個(gè)電磁鐵的通電與斷電。
控制系統(tǒng)的軟件采用模塊程序結(jié)構(gòu),其程序結(jié)構(gòu)如圖4 所示。
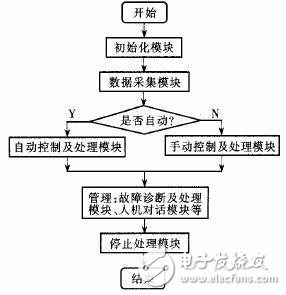
圖4 注塑機(jī)PCC控制系統(tǒng)程序結(jié)構(gòu)框圖
圖4 中控制程序主要分為8 個(gè)模塊,各模塊的作用如下: ①初始化模塊: 主要完成A/ D、D/ A 模塊、各數(shù)據(jù)區(qū)的初始化工作;②數(shù)據(jù)采集模塊:主要完成模擬量采集、濾波等工作; ③自動(dòng)控制及處理模塊: 主要完成注塑機(jī)的多種加工過(guò)程自動(dòng)控制;④故障診斷及處理模塊:主要完成對(duì)故障巡檢報(bào)警及相應(yīng)處理;⑤手動(dòng)控制及處理模塊: 主要用于系統(tǒng)過(guò)程的單步動(dòng)作控制;⑥停止處理模塊: 處理停止信息; ⑦人機(jī)對(duì)話模塊: 主要完成接受控制參數(shù)和顯示參數(shù)的功能。
具體每一模塊的控制程序可根據(jù)控制信號(hào)流程、控制要求和實(shí)現(xiàn)方法采用PLC2000 高級(jí)語(yǔ)言來(lái)編制。
5 結(jié)束語(yǔ)
用PCC 控制取代目前在注塑機(jī)上大量采用的獨(dú)立溫度控制系統(tǒng)和所有的開(kāi)關(guān)量控制,實(shí)現(xiàn)對(duì)若干典型的故障現(xiàn)象的自動(dòng)保護(hù)、提示、報(bào)警,包括上下限報(bào)警、正負(fù)偏差報(bào)警、報(bào)警不靈敏區(qū)預(yù)設(shè)。依據(jù)原料及產(chǎn)品的特點(diǎn)對(duì)注塑機(jī)的工藝進(jìn)行控制,實(shí)時(shí)監(jiān)測(cè)和顯示生產(chǎn)流程,并對(duì)溫度、壓力、位置等連續(xù)變量進(jìn)行閉環(huán)控制,對(duì)行程、閥門(mén)、泵等開(kāi)關(guān)量進(jìn)行邏輯順序控制等,大幅度提高了注塑機(jī)的生產(chǎn)效率, 其性能和易操作性也會(huì)有較大的改善, 具有較高的實(shí)用價(jià)值。












 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論