 電子發(fā)燒友App
電子發(fā)燒友App


CNC系統(tǒng)的控制軟件及其工作過程
控制軟件是為完成特定CNC(或MNC)系統(tǒng)各項(xiàng)功能所編制的專用軟件,又稱為系統(tǒng)軟件(或系統(tǒng)程序)。因?yàn)镃NC(或MNC)系統(tǒng)的功能設(shè)置與控制方案各不相同,各種系統(tǒng)軟件在結(jié)構(gòu)和規(guī)模上差別很大。系統(tǒng)程序的設(shè)計(jì)與各項(xiàng)功能的實(shí)現(xiàn)及其將來的擴(kuò)展有最直接的關(guān)系,是整個(gè)CNC(或MNC)系統(tǒng)研制工作中關(guān)鍵性的和工作量最大的部分。
前面曾提到,系統(tǒng)軟件一般由輸入、譯碼、數(shù)據(jù)處理(預(yù)計(jì)算)、插補(bǔ)運(yùn)算、速度控制、輸出控制、管理程序及診斷程序等部分構(gòu)成。下面分別加以介紹。
1、輸入
CNC系統(tǒng)中一般通過紙帶閱讀機(jī)、磁帶機(jī)、磁盤及鍵盤輸入零件程序,且其輸入大都采用中斷方式。在系統(tǒng)程序中有相應(yīng)的中斷服務(wù)程序,如紙帶閱讀機(jī)中
斷服務(wù)程序及鍵盤中斷服務(wù)程序等。當(dāng)紙帶閱讀機(jī)讀入一個(gè)字符至接口中時(shí),就向主機(jī)發(fā)出中斷,由中斷服務(wù)程序?qū)⒃撟址腿雰?nèi)存。同樣,每按一個(gè)鍵則表示向主機(jī)申請(qǐng)一次中斷,調(diào)出一次鍵盤服務(wù)程序,對(duì)相應(yīng)的鍵盤命令進(jìn)行處理。
從閱讀機(jī)及鍵盤輸入的零件程序,一般是經(jīng)過緩沖器以后,才進(jìn)入零件程序存儲(chǔ)器的。零件程序存儲(chǔ)器的規(guī)模由系統(tǒng)設(shè)計(jì)員確定。一般有幾K字節(jié),可以存放許多零件程序。例如7360系統(tǒng)的零件程序存儲(chǔ)器為5K,可存放20多個(gè)零件程序。
鍵盤中斷服務(wù)程序負(fù)責(zé)將鍵盤上打入的字符存入MDI緩沖器,按一下鍵就是向主機(jī)申請(qǐng)一次中斷。其框圖如圖3-16所示。
?
?????????
???????????????????????????? 圖3-16 鍵盤中斷服務(wù)程序
2、譯碼
由前面的討論可知,經(jīng)過輸入系統(tǒng)的工作,已將數(shù)據(jù)段送入零件程序存儲(chǔ)器。下一步就是由譯碼程序?qū)⑤斎氲牧慵绦驍?shù)據(jù)段翻譯成本系統(tǒng)能識(shí)別的語言。一個(gè)數(shù)據(jù)段從輸入到傳送至插補(bǔ)工作寄存器需經(jīng)過以下幾個(gè)環(huán)節(jié),如圖3-17所示。
??? 
??????????????????????????????? 圖3-17 一個(gè)數(shù)據(jù)段經(jīng)歷之過程
??? 從原理和本質(zhì)上說,軟件譯碼與硬件譯碼相同。對(duì)于8單位的紙帶程序,一個(gè)字符占8位。在16位字長的緩沖器中,一個(gè)字可存放兩個(gè)字符。數(shù)據(jù)段長的則占的字?jǐn)?shù)多。譯碼程序按次序?qū)⒁粋€(gè)個(gè)字符和相應(yīng)的數(shù)字進(jìn)行比較,若相等了,則說明已輸入了該字符。它就好像在硬件譯碼線路中,一個(gè)代碼輸入時(shí)只打開相應(yīng)的某一個(gè)與門一樣。所不同的是譯碼程序是串行工作的,即一個(gè)一個(gè)地比較,一直到相等時(shí)為止。而硬件譯碼線路則是并行工作的,因而速度較快。以ISO碼為例,M為
,即M為八進(jìn)制的
?
,S為
?
,T為
?
,F(xiàn)為
?
,……,因此,在判定數(shù)據(jù)段中是否已編入M,S,T或F字時(shí),就可以將輸入的字符和這些八進(jìn)制數(shù)相比較,若相等了,則說明相應(yīng)的字符已輸入,立即設(shè)立相應(yīng)的標(biāo)志。
某一個(gè)字符輸入以后的處理過程包括:
(1) 建立格式標(biāo)志。如果是位格式,則每個(gè)字符所占的格式字的位數(shù)不同。
(2) 根據(jù)輸入字符的不同,確定相應(yīng)的存放數(shù)值的地址。例如,M碼的值存放在1000H,S碼的值存放在1002H,……;有的系統(tǒng)則對(duì)于各專用地址碼(如N,
X,Y,G,M,F(xiàn)等)在存放區(qū)域中都有一個(gè)位移量,該區(qū)域的首址加上地址碼所對(duì)應(yīng)的位移量,就可得到該地址碼所存放的區(qū)域。
(3)確定調(diào)用“數(shù)碼轉(zhuǎn)換程序”的次數(shù)。一個(gè)代碼后總有數(shù)字相接,例如M02,S11,X1000000,……。M碼的值最多為2位,是碼最多為2位(或3位),X碼的值最多為7位等。各個(gè)系統(tǒng)不盡相同。但對(duì)某一個(gè)具體系統(tǒng)而言,有一個(gè)規(guī)定值。如果某一個(gè)代碼,它的值得最多為2位,那么只需調(diào)用數(shù)碼轉(zhuǎn)換程序兩次。所謂數(shù)碼轉(zhuǎn)換,即把輸入的字符(如ASCII碼)轉(zhuǎn)換成二進(jìn)制碼在內(nèi)存中存放。
將不同字符的處理器程序合并起來需要一張信息表。該表中沒一個(gè)字符均有相應(yīng)的一欄。欄中內(nèi)容包括地址偏移量、在格式標(biāo)志字中的位數(shù)及調(diào)用數(shù)碼轉(zhuǎn)換程序的次數(shù)。經(jīng)過一次的算術(shù)和邏輯運(yùn)算即可以完成譯碼工作。在進(jìn)行譯碼的同時(shí),系統(tǒng)要對(duì)零件程序作語法檢查,如輸入的數(shù)字個(gè)數(shù)是否大于允許值,不允許帶負(fù)號(hào)的地址碼是否帶了負(fù)號(hào)等。
譯碼的結(jié)果存放在規(guī)定的存儲(chǔ)區(qū)內(nèi),存放譯碼結(jié)果的地方叫做譯碼結(jié)果存儲(chǔ)器。譯碼結(jié)果存儲(chǔ)器以規(guī)定的次序存放各代碼的值(二進(jìn)制),且包括一個(gè)程序格式標(biāo)志單元,在該格式標(biāo)志單元中某一位為1,即表示指定的代碼(例如F、S、M……)已經(jīng)被編入。為了使用方便,有時(shí)對(duì)G碼、M碼的每一個(gè)值或幾個(gè)值單獨(dú)建立標(biāo)志字。例如,對(duì)關(guān)于插補(bǔ)方式的G00,G01,G02,G03建立一個(gè)標(biāo)志字,該標(biāo)志字為0時(shí)代表已編入了G00,為1時(shí)代表婊入了G01……。
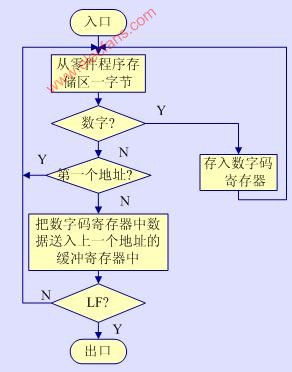
圖3-18 譯碼程序流程圖
3、預(yù)計(jì)算
為了減輕插補(bǔ)工作的負(fù)擔(dān),提高系統(tǒng)的實(shí)時(shí)處理能力,常常在插補(bǔ)運(yùn)算前先進(jìn)行數(shù)據(jù)的預(yù)處理,例如,確定圓弧平面、刀具半徑補(bǔ)償?shù)挠?jì)算等。當(dāng)采用數(shù)字積分法時(shí),可預(yù)先進(jìn)行左移規(guī)格化的處理和積分次數(shù)的計(jì)算等,這樣,可把最直接、最方便形式的數(shù)據(jù)提供給插補(bǔ)運(yùn)算。
數(shù)據(jù)預(yù)處理即預(yù)計(jì)算,通常包括刀具長度補(bǔ)償、刀具半徑補(bǔ)償計(jì)算、象限及進(jìn)給方向判斷、進(jìn)給速度換算和機(jī)床輔助功能判斷等。在第二章中已對(duì)刀具半徑補(bǔ)償計(jì)算的方法作了介紹。下面僅敘述速度計(jì)算及控制。
進(jìn)給速度的控制方法與系統(tǒng)采用的插補(bǔ)算法有關(guān),也因不同的伺服系統(tǒng)而有所不同。在開環(huán)系統(tǒng)中,常常采用基準(zhǔn)脈沖插補(bǔ)法,其坐標(biāo)軸的運(yùn)動(dòng)速度控制是通過控制插補(bǔ)運(yùn)算的頻率,進(jìn)而控制向步進(jìn)電機(jī)輸出脈沖的頻率來實(shí)現(xiàn)的,速度計(jì)算的方法是根據(jù)編程F值來確定這個(gè)頻率值。通常有程序延時(shí)法和中斷法兩種。
(1) 程序延時(shí)法。程序延時(shí)法又稱為程序計(jì)時(shí)法。這種方法先根據(jù)系統(tǒng)要求的進(jìn)給頻率,計(jì)算出兩次插補(bǔ)運(yùn)算之間的時(shí)間間隔,用CPU執(zhí)行延時(shí)子程序的方法控制兩次插補(bǔ)之間的時(shí)間。改變延時(shí)子程序的循環(huán)次數(shù),即可改變進(jìn)給速度。
(2) 中斷方法。中斷方法或稱為時(shí)鐘中斷法,是指每隔規(guī)定的時(shí)間向CPU發(fā)中斷請(qǐng)求,在中斷服務(wù)程序中進(jìn)行一次插補(bǔ)運(yùn)算并發(fā)出一個(gè)進(jìn)給脈沖。因此,改變中斷請(qǐng)求信號(hào)的頻率,就等于改變了進(jìn)給速度。中斷請(qǐng)求信號(hào)可通過F指令設(shè)定的脈沖信號(hào)產(chǎn)生,也可通過可編程計(jì)數(shù)器/定時(shí)器產(chǎn)生。如采用Z80CTC作定時(shí)器,由程序設(shè)置時(shí)間常數(shù),每定時(shí)到,就向CPU發(fā)中斷請(qǐng)求信號(hào),改變時(shí)間常數(shù)
?
就可以改變中斷請(qǐng)求脈沖信號(hào)的頻率。所以,進(jìn)給速度計(jì)算與控制的關(guān)鍵就是如何給定CTC的時(shí)間常數(shù)
?
。
在半閉環(huán)和閉環(huán)系統(tǒng)中,則是采用時(shí)間分割的思想,根據(jù)編程的進(jìn)給速度F值將輪廓曲線分割為采樣周期,即迭代周期的進(jìn)給量——輪廓步長的方法。速度計(jì)算的任務(wù)是:當(dāng)直線插補(bǔ)時(shí),計(jì)算出各坐標(biāo)軸的采樣周期的步長;當(dāng)插補(bǔ)圓弧時(shí),為插補(bǔ)程序計(jì)算好步長分配系數(shù)(有時(shí)也稱之為角步距)。另外,在進(jìn)給速度控制中,一般也都有一個(gè)升速、恒速(勻速)和降速的過程,以適應(yīng)伺服系統(tǒng)的工作狀態(tài),保證工作的穩(wěn)定性。此內(nèi)容將在第五章中詳細(xì)介紹。
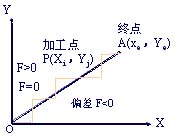
4、插補(bǔ)計(jì)算
插補(bǔ)計(jì)算是CNC系統(tǒng)中最重要的計(jì)算工作之一。在傳統(tǒng)的NC裝置中,采用硬件電路(插補(bǔ)器)來實(shí)現(xiàn)各種軌跡的插補(bǔ)。為了在軟件系統(tǒng)中計(jì)算所需的插補(bǔ)軌跡,這些數(shù)字電路必須由計(jì)算機(jī)的程序來模擬。利用軟件來模擬硬件電路的問題在于:三軸或三軸以上聯(lián)動(dòng)的系統(tǒng)具有三個(gè)或三個(gè)以上的硬件電路(如每軸一個(gè)數(shù)字積分器),計(jì)算機(jī)是用若干條指令來實(shí)現(xiàn)插補(bǔ)工作的。但是計(jì)算機(jī)執(zhí)行每條指令都須要花費(fèi)一定的時(shí)間,而當(dāng)前有的小型或微型計(jì)算機(jī)的計(jì)算速度難以滿足NC機(jī)床對(duì)進(jìn)給速度和分頻率的要求。因此,在實(shí)際的CNC系統(tǒng)中,常常采用粗、精插補(bǔ)相結(jié)合的方法,即把插補(bǔ)功能氛圍軟件插補(bǔ)和硬件插補(bǔ)兩部分,計(jì)算機(jī)控制軟件把刀具軌跡分為若干段,而硬件電路再在段的起點(diǎn)和終點(diǎn)之間進(jìn)行數(shù)據(jù)的“密化”,使刀具軌跡在允許的誤差之內(nèi),即軟件實(shí)現(xiàn)初插補(bǔ),硬件實(shí)現(xiàn)精插補(bǔ)。下面以三坐標(biāo)直線插補(bǔ)為例予以說明。
5、輸出
輸出程序的功能是:
(1) 進(jìn)行伺服控制。如上所述。
(2) 當(dāng)進(jìn)給脈沖改變方向時(shí),要進(jìn)行反向間隙補(bǔ)償處理。若某一軸由正向變成負(fù)向運(yùn)動(dòng),則在反向前輸出Q個(gè)正向脈沖;反之,若由負(fù)向變成正向運(yùn)動(dòng),則在反向前輸出Q個(gè)負(fù)向脈沖(Q為反向間隙值,可由程序預(yù)置)。
(3) 進(jìn)行絲杠螺距補(bǔ)償。當(dāng)系統(tǒng)具有絕對(duì)零點(diǎn)時(shí),軟件可顯示刀具在任意位置上的絕對(duì)坐標(biāo)值。若預(yù)先對(duì)機(jī)床各點(diǎn)精度進(jìn)行測(cè)量,作出其誤差曲線,隨后將各點(diǎn)修正量制成表格存入數(shù)控系統(tǒng)的存儲(chǔ)器中。這樣,數(shù)控系統(tǒng)在運(yùn)行過程中就可對(duì)各點(diǎn)坐標(biāo)位置自動(dòng)進(jìn)行補(bǔ)償,從而提高了機(jī)床的精度。
(4) M,S,T等輔助功能的輸出。在某些程序段中須要啟動(dòng)機(jī)床主軸、改變主軸速度、換刀等,因此要輸出M,S,T代碼,這些代碼大多數(shù)是開、關(guān)控制,由機(jī)床強(qiáng)電執(zhí)行。但哪些輔助功能是在插補(bǔ)輸出之后才執(zhí)行,哪些輔助功能必須在插補(bǔ)輸出前執(zhí)行,需要在軟件設(shè)計(jì)前預(yù)先確認(rèn)。
6、管理與診斷軟件
一般CNC(MNC)系統(tǒng)中的管理軟件只涉及兩項(xiàng),即CPU管理和外部設(shè)備管理。由于數(shù)控機(jī)床的加工是以單個(gè)零件為對(duì)象的,一個(gè)零件程序可以分成若干程序段。每個(gè)程序段的執(zhí)行又分成數(shù)據(jù)分析、運(yùn)算、走刀控制、其他動(dòng)作的控制等步驟。通常情況下,這些加工步驟之間多是順序關(guān)系,因此實(shí)際的過程就是這些預(yù)定步驟的反復(fù)執(zhí)行。在實(shí)際系統(tǒng)中,通常多是采用一個(gè)主程序?qū)⒄麄€(gè)加工過程串起來,主控程序?qū)斎氲臄?shù)據(jù)分析判斷后,轉(zhuǎn)入相應(yīng)的子程序處理,處理完畢后再返回對(duì)數(shù)據(jù)的分析、判斷、運(yùn)算……。在主控程序空閑時(shí)(如延時(shí)),可以安排CPU執(zhí)行預(yù)防性診斷程序,或?qū)ι形磮?zhí)行程序段的輸入數(shù)據(jù)進(jìn)行預(yù)處理等。
在CNC系統(tǒng)中,中斷處理部分是重點(diǎn),工作量也比較大。因?yàn)榇蟛糠謱?shí)時(shí)性較強(qiáng)的控制步驟如插補(bǔ)運(yùn)算、速度控制、故障處理等都要由中斷處理來完成。有的機(jī)床將行程超程和報(bào)警、閱讀機(jī)請(qǐng)求、插補(bǔ)等分為多級(jí)中斷,根據(jù)其優(yōu)先級(jí)決定響應(yīng)的次序。有的機(jī)床則只設(shè)一級(jí)中斷,只是在中斷請(qǐng)求同時(shí)存在時(shí),才用硬件排隊(duì)或軟件詢問的方法來定一個(gè)順序。
對(duì)于單CPU數(shù)控系統(tǒng)而言,常見的軟件結(jié)構(gòu)有兩種,即前后臺(tái)型和中斷型。
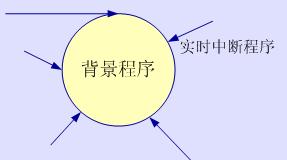
在前后臺(tái)型結(jié)構(gòu)的CNC系統(tǒng)中,整個(gè)控制軟件分為前臺(tái)程序和后臺(tái)程序。前臺(tái)程序是一個(gè)實(shí)時(shí)中斷服務(wù)程序,它幾乎承擔(dān)了全部的實(shí)時(shí)功能,如插補(bǔ)、位置控制、機(jī)床相關(guān)邏輯和監(jiān)控等。后臺(tái)程序是指實(shí)現(xiàn)輸入、譯碼、數(shù)據(jù)處理及管理功能的程序,亦稱背景程序,如圖3-25所示。背景程序是一個(gè)循環(huán)運(yùn)行程序,
在其運(yùn)行過程中,前臺(tái)實(shí)時(shí)中斷程序不斷插入,與背景程序相配合,共同完成零件的加工任務(wù)。
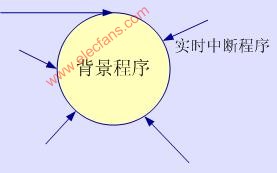
圖3-25 前后臺(tái)結(jié)構(gòu)
中斷型結(jié)構(gòu)的特點(diǎn)是,除了初始化程序之外,系統(tǒng)軟件中所有的各種任務(wù)模塊分別安排在不同級(jí)別的中斷服務(wù)程序中。整個(gè)軟件就是一個(gè)大的中斷系統(tǒng)。其管理的功能主要通過各級(jí)中斷程序之間的相互通信來解決。
能夠方便地設(shè)置各種診斷程序也是CNC和MNC系統(tǒng)的特點(diǎn)之一。有了較完善
的診斷程序可以防止故障的發(fā)生或擴(kuò)大。在故障出現(xiàn)后可以迅速查明故障的類型和部位,減少故障停機(jī)時(shí)間。各種CNC(MNC)系統(tǒng)設(shè)置診斷程序的情況差別也很大。診斷程序可以包括在系統(tǒng)運(yùn)行過程中進(jìn)行檢查和診斷;也可以作為服務(wù)性程序,在系統(tǒng)運(yùn)行前或故障停機(jī)后進(jìn)行診斷,查找故障的部位。國外一些公司的CNC系統(tǒng)還可以進(jìn)行通信(海外)診斷,由通信診斷中心指示系統(tǒng)或操作者進(jìn)行某些試運(yùn)行,以查找故障隱患或故障部位。
(1) 運(yùn)行中的診斷。在普通NC系統(tǒng)中已包含有在運(yùn)行中進(jìn)行診斷的萌芽,如紙帶輸入時(shí)的橫向與縱向(水平與垂直)奇偶校驗(yàn),同步孔丟失校驗(yàn),非法指令碼檢查等。此外還有超程報(bào)警等措施。在CNC和MNC系統(tǒng)中做這些工作更加方便。而且還可以用打字機(jī)指示各種項(xiàng)目診斷的結(jié)果和用統(tǒng)一編號(hào)表示的故障部位。一般來說,運(yùn)行中進(jìn)行診斷的程序比較零散,常包含在主控程序及中斷處理程序分支中。常見的手段有:
① 用代碼和檢查內(nèi)存:此法只能對(duì)程序中那些不變區(qū)域進(jìn)行檢查,而且必須是在恢復(fù)系統(tǒng)程序的初態(tài)后進(jìn)行的。
② 格式檢查:此法一般用在紙帶輸入時(shí),對(duì)零件加工源程序進(jìn)行檢查,包括奇偶校驗(yàn)、非法指令代碼(本系統(tǒng)中不使用的指令代碼)、數(shù)據(jù)超限等。
③ 雙向傳送數(shù)據(jù)校驗(yàn):此法常用在間接型CNC系統(tǒng)或群控系統(tǒng)中。手動(dòng)數(shù)據(jù)輸入也可用此法校驗(yàn)。
④ 清單校驗(yàn):即利用所配備的打印設(shè)備打印程序清單及某些中間數(shù)據(jù),綜合性地診斷主機(jī)、接口及軟件的故障。
(2) 停機(jī)診斷。停機(jī)診斷是指在系統(tǒng)開始運(yùn)行前,或發(fā)生故障(包括故障先兆)系統(tǒng)停止運(yùn)行后,利用計(jì)算機(jī)進(jìn)行診斷。它一般是用軟件控制進(jìn)行階段性的運(yùn)行,如傳送數(shù)據(jù)或模擬進(jìn)行單項(xiàng)的控制動(dòng)作。逐項(xiàng)檢查硬件線路的功能,有選擇地查找故障部位。這種診斷程序可以與運(yùn)行用的系統(tǒng)程序分開,在須要進(jìn)行診斷時(shí)再輸入計(jì)算機(jī)。必要時(shí),還可沖掉部分系統(tǒng)程序而裝入內(nèi)存。
(3) 通信診斷。通信診斷是由用戶經(jīng)電話線路與通信診斷中心聯(lián)系,由該中心的計(jì)算機(jī)給用戶的計(jì)算機(jī)發(fā)送診斷程序,程序指示CNC系統(tǒng)進(jìn)行某種運(yùn)行,同時(shí)收集數(shù)據(jù),分析系統(tǒng)的狀態(tài)。將系統(tǒng)狀態(tài)與存儲(chǔ)的應(yīng)有工作狀態(tài)以至某些極限參數(shù)作比較,以確定系統(tǒng)的工作狀態(tài)是否正常,故障的部位及故障的趨勢(shì)。可見,通信診斷既可用作診斷異常狀態(tài)的工具,又可用作預(yù)防性檢修的手段。因?yàn)橛脩襞c通信診斷中心之間可使用跨洋電話系統(tǒng),故又被稱為海外診斷。










 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論