電子發燒友網站提供《基于ARM9的嵌入式數控銑床控制系統的設計.pdf》資料免費下載
2023-10-12 11:43:03 0
0 由加工者手動更換刀具并手動操作的是通用銑床,而能夠對被操作的部分進行數控控制(Numerical Control:數控)的是數控銑床。數控是指能根據程序自動旋轉和移動主軸、移動工作臺的功能。 此外,配備有ATC(Automatic Tool Changer:自動換刀裝置)的稱為加工中心。
2023-09-05 10:18:31 109
109 
…………………………………4實驗項目2 數控車床的操作與加工實驗………………………9實驗項目3 數控銑床的操作與加工實驗……………………..15實驗項目4&
2008-12-30 23:29:53
金屬切削機床是用切削、磨削或特種加工方法加工各種金屬工件,使之獲得所要求的幾何形狀、尺寸精度和表面質量的機床。根據加工方式的不同,金屬切削機床可以分為車床、鏜床、磨床、銑床等。
2021-09-15 15:17:091290 數控銑床和加工中心到底有什么區別,其實這個問題不僅是對于外行的人很困惑,很多行業內人士也有傻傻分不清的。 簡單的說就是加工中心是數控銑床的升級版本,如果把數控銑床比喻成鋼鐵圣斗士的話,那加工中心就是
2021-03-25 17:25:082068 所謂數控銑的定位,就是用定位銷將待加工的印制板定位到銑床的工作臺上,從而方便、準確地加工印制板外形。要求定位簡單可靠,能快速裝、卸板同時能排除切屑。
2019-11-27 17:47:371816 普通的數控銑床也是具有數控操作系統(例如日本發那科、德國西門子、中國華中或廣數等),也具有三個進給軸和一個旋轉主軸,他們的加工模式幾何是一模一樣的,而且也基本上可以實現相同的加工能力。
2019-10-11 09:27:1712756 動力驅動裝置, 即伺服電機和步進電機驅動器提供控制信號, 控制銑刀的旋轉和走位的嵌入式數控銑床控制系統的實現方案。經實驗表明, 系統在較好地滿足傳統數控銑床系統功能要求的前提下, 大大降低了成本, 節約了資源。
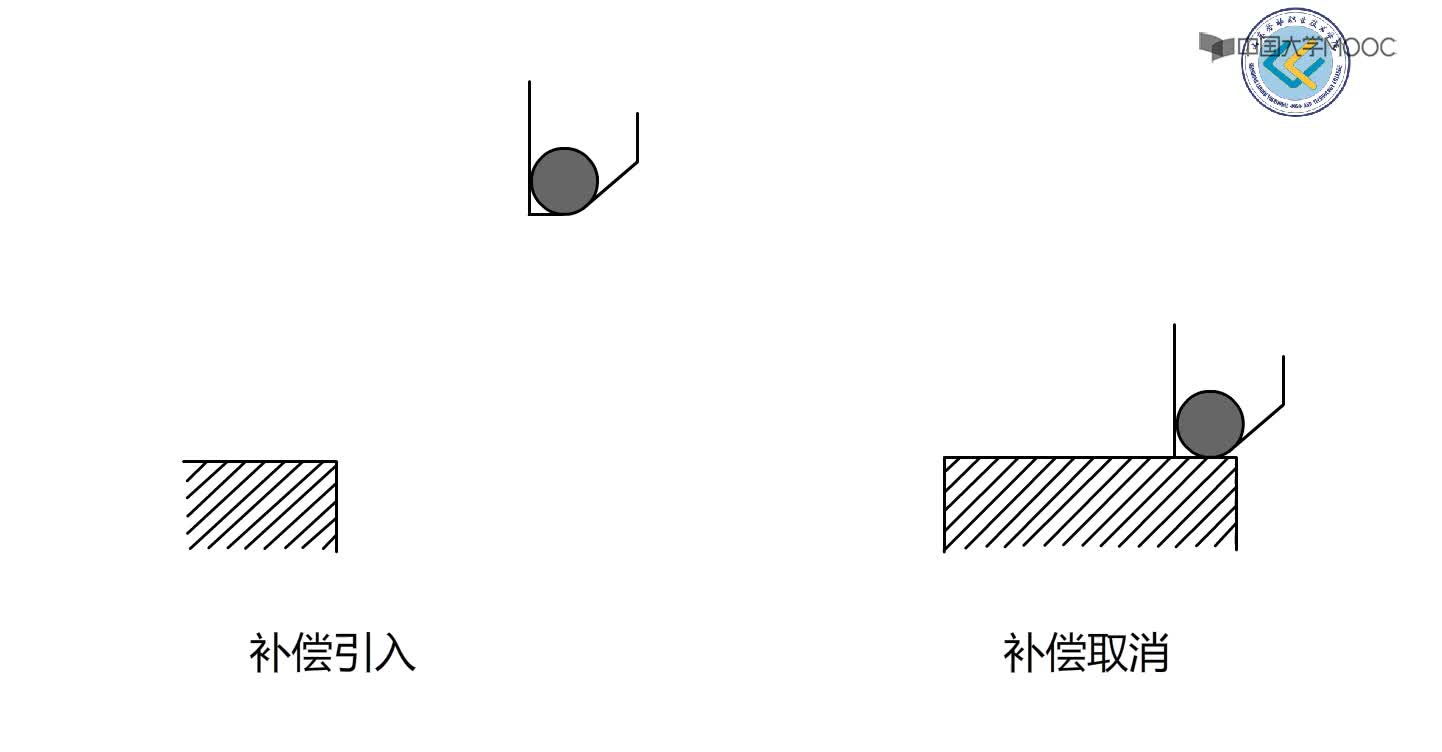
2019-09-04 16:39:575 pcb電路板數控銑床的銑技術包括選擇走刀方向、補償方法、定位方法、框架的結構、下刀點。
2019-09-02 09:43:472898 數控銑床的故障按故障發生的部位可分為機械故障及電控故障。機械故障通常是因為機械安裝、調試及操作使用不當引起主軸及滾珠絲杠的傳動故障;或發生導軌摩擦過大的故障,如傳動噪聲大、加工精度差、銑床運行阻力大等。
2019-08-24 10:20:063785 數控銑床硬件故障的維修實例及技巧,機械故障的維修實例及技巧,數控銑床的機械故障主要有主軸故障、滾珠絲杠副故障和導軌故障。
2019-08-24 10:18:003578 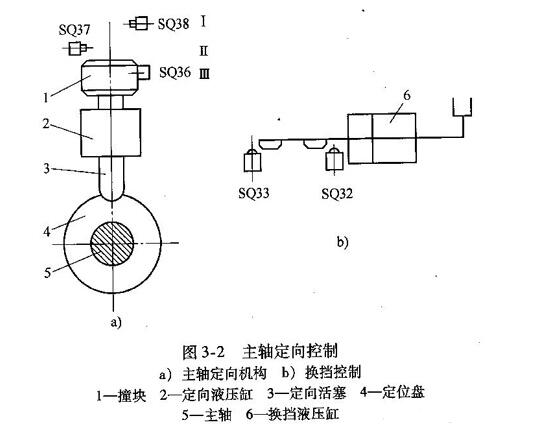
數控加工中刀具的選擇和切削用量確定是在人機交互狀態下完成,要求編程人員必須掌握刀具選擇和切削用量確定的基本原則,在編程時充分考慮數控加工特點,正確選擇刀刃具及切削用量。
2019-08-24 10:06:4710975 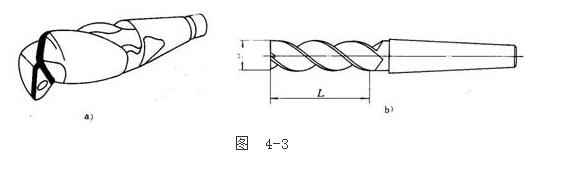
數控銑床一般具有CRT屏幕顯示功能,顯示加工程序、多種工藝參數、加工時間、刀具運動軌跡以及工件圖形等。數控銑床一般還具有自動報警顯示功能,根據報警信號或報警提示,可以迅速查找機器故障。而普通銑床不具備上述功能。
2019-08-24 09:42:4522025 數控機床加工是一種高精度、高效率的自動化機床,使用數控機床加工可以提高加工效益,創造更多的價值,擺脫了那落后的加工技術,數控車床加工的工藝與普通車床的加工工藝類似,數控機床加工的優勢特點有哪些?
2019-08-24 09:40:3212075 普通數控機床一般指在加工工藝過程中的一個工序上實現數字控制的自動化機床,如數控銑床、數控車床、數控鉆床、數控磨床與數控齒輪加工機床等。普通數控機床在自動化程度上還不夠完善,刀具的更換與零件的裝夾仍需人工來完成。
2019-08-24 09:33:206718 數控銑床具有銑床、鏜床、鉆床的功能,使工序高度集中,在更換工件時只需調用存儲于數控裝置中的加工程序、裝夾工具和調整刀具數據即可,因而大大縮短了生產周期,提高了生產效率。
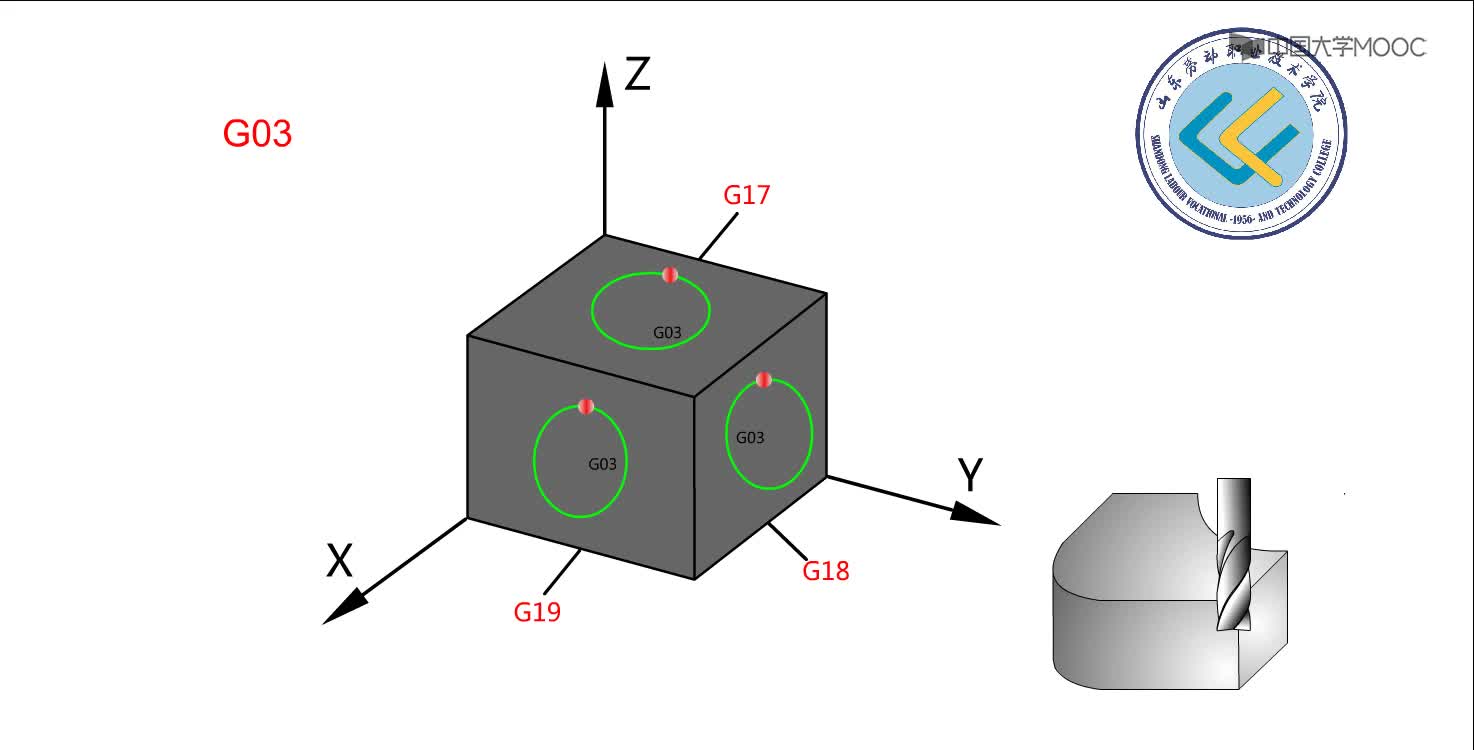
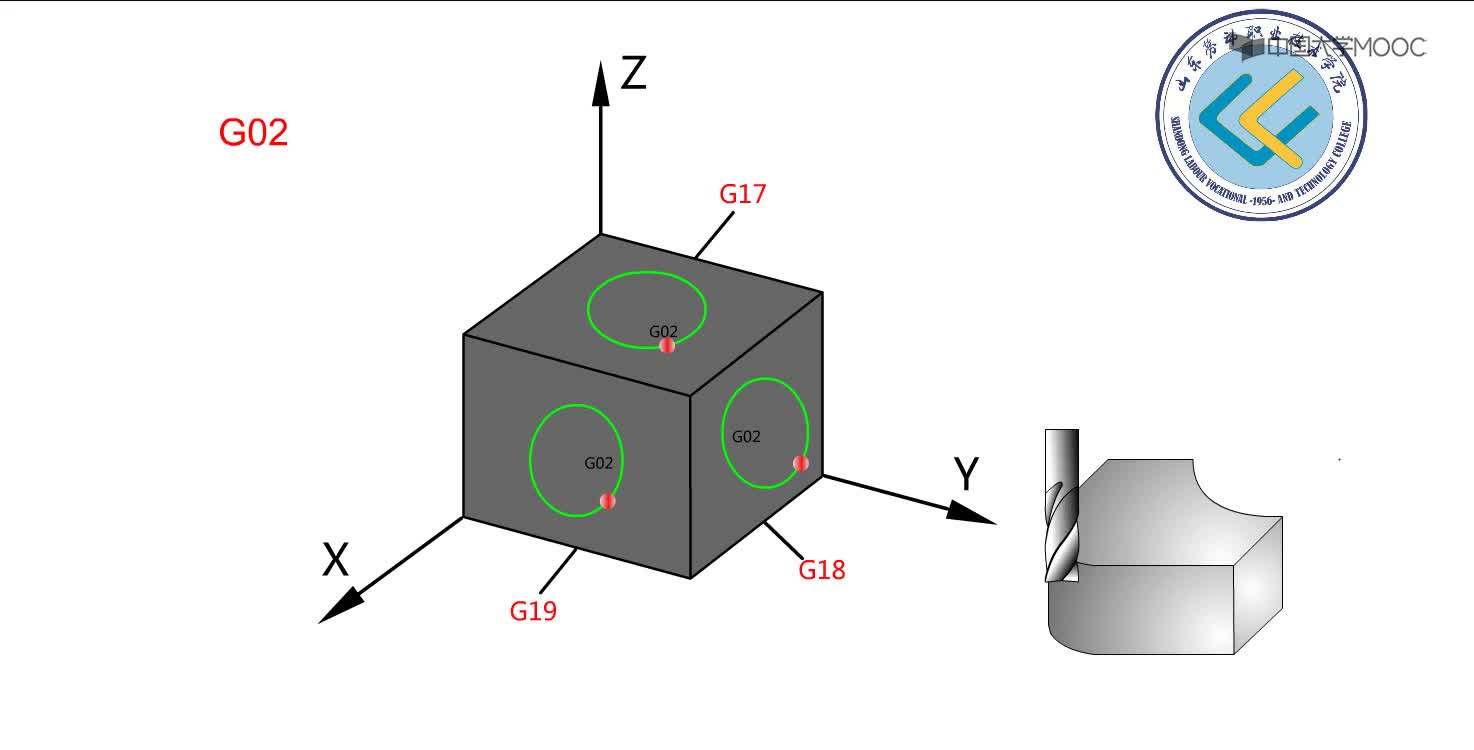
2019-08-24 09:29:5817112 點位控制功能數控銑床的點位控制主要用于工件的孔加工,如中心鉆定位、鉆孔、擴孔、锪孔、鉸孔和鏜孔等各種孔加工操作。連續控制功能通過數控銑床的直線插補、圓弧插補或復雜的曲線插補運動,銑削加工工件的平面和曲面。
2019-08-24 09:27:2111120 數控銑床是一種典型而復雜的機電—體化產品,按照傳動形式所采用的機件和工作介質的不同,可劃分成電氣傳動及控制系統、機械傳動及控制系統和液壓氣壓傳動及控制系統三大部分。
2019-07-04 11:47:411706 。目前,基于曲面造型和實體造型的仿真技術已廣泛應用于數控仿真中,對于三軸數控銑床的單面加工仿真也有了好的算法。
2019-06-21 08:08:001271 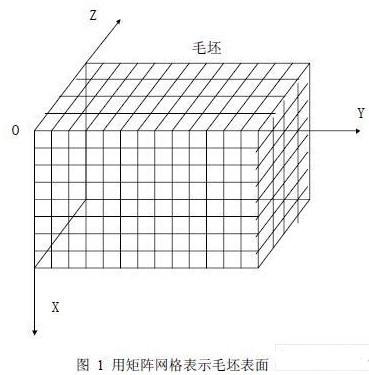
數控機床可以實現加工的自動化,比傳統機床提高了生產效率,而且加工零件的精度高,尺寸分散度小。我國有廣闊的機床數控化改造的市場。本文將通用嵌入式運動控制器用于一臺立式銑床X8126 的數控改造試驗
2018-10-17 11:44:003245 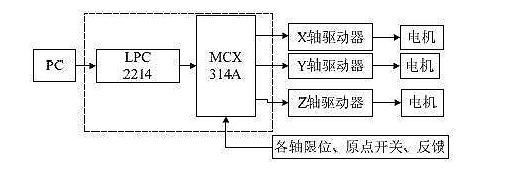
振動條件時,切削振動會發展成切削顫振。因此,控制機床振動,提高加工精度和生產效率,成為國內外學者研制的熱點。近年來,磁流變液這種新型智能材料迅猛發展,以其獨有的磁流變效應,粘度可控可逆且變化范圍廣,響應迅速
2018-04-20 10:45:301 面向直線電機驅動數控銑削加工智能控制系統_廖劍
2017-03-15 08:00:006 數控加工編程及操作-顧京 FANUC和Siemens 數控銑床和數控車床程序編制 cad/cam軟件應用
2016-07-29 17:08:218 本文所述的正是以Linux操作系統為軟件平臺,以ARM9微處理器為硬件平臺,以數控銑床為背景,自主研發數控硬件及軟件的嵌入式數控銑床控制系統
2011-07-02 10:57:471795 
工具銑床的特征是針對手動定位銑床的機械人員。這些特征可以通過手動操作實現,同時也提供全數控的功能。手動操作工具銑床給機械人員帶來切削的感受,而且內置模式簡單
2010-10-04 21:50:1939 1.根據圖樣要求、毛坯及前道工序加工情況,確定工藝方案及加工路線1)以已加工過的底面為定位基準,用通用臺虎鉗夾緊工件前后兩側面,臺虎鉗固定于銑床工作臺上。2)
2010-08-10 16:10:5873 把X62W銑床改造成數控銑床,主要改造的部位是:在主電動機端面加一電磁離合器,以便用指令控制主軸停轉:把工作臺的縱橫向進給運動改造成用步進電動機來控制。垂直進給運動
2010-07-15 12:35:5556 實驗一:數控操作實驗 1實驗二:數控車床加工實驗 5實驗三:數控銑床加工實驗 12實驗四:數控機床伺服系統控制 18實驗五:數控機床插補設計 24&
2010-02-24 14:24:3939 1.掌握數控銑床的加工特點;2.掌握數控銑床加工程序的結構特點及編制方法;3.掌握數控銑床程序的輸入、編輯、修改、調試、示教、運行等方法。實驗內容為:
2010-02-24 10:07:5463 數控機床電子教案,數控機床電子教程:數控機床精品課程:緒論,數控編程基礎,數控機床操作實驗,數控加工編程,數控車床加工實驗,數控銑床加工實驗,計算機數控裝置,數控插補控制原
2010-02-24 09:55:12277 提出了一種新型的實體模型的實時修改算法,解決了數控銑床多面加工仿真實現問題,并且這種算法在計算機數控加工仿真軟件中已經得到了很好的應用。
2010-01-18 15:38:5215 配置FANUC-0i-mate數控系統操作說明書:XD-40 數控銑床電氣使用說明書 (FANUC 0i mate-MB系統)
1、電氣安全2、機床電氣概述3、機床操作概述4、機床編程概述5、機床電氣
2009-10-17 11:57:11161 數控銑床控制系統的穩定性、動態性能和穩態性能是影響加工精度的關鍵因素。本文對數控銑床的原光電跟蹤控制系統進行了SIMULINK 仿真分析計算,針對其性能上的不足,提出了
2009-10-13 17:58:0950 本文研究了運動控制器應用于銑床數控改造的應用方法。首先介紹了數控系統的工作過程,然后重點分析了其硬件組成與軟件設計,并通過試驗實現了數控代碼的預期功能,表明
2009-10-13 09:03:1413 在多種熱源的作用下,數控銑床產生熱變形,影響工件與刀具間的相對位移,造成加工誤差,從而影響零件的加工精度,因此減小熱誤差對提高機床的加工精度至關重要。控制機
2009-07-10 14:20:047 1.實驗名稱: 數控銑床基本操作2.實驗目的: 1、了解數控銑床的基本操作;2、學習數控系統的基本操作方法。3.實驗儀器及設備:配FANUC0I銑床數控系統
2009-02-16 00:45:323047 數控銑床(加工中心)編程與操作課程教學大綱一、本課程的性質、地位和作用本課程是數控技術專業的一門專業主干專業必修課程,它以數控銑床(加工中心)為對象,使學
2009-02-16 00:40:05113 數控銑床的編程實驗(1)一、項目編號:二、實驗課時:2三、主要內容及目的(一)實驗目的1、通過編寫數控銑加工程序,加深理解數控車G代碼的
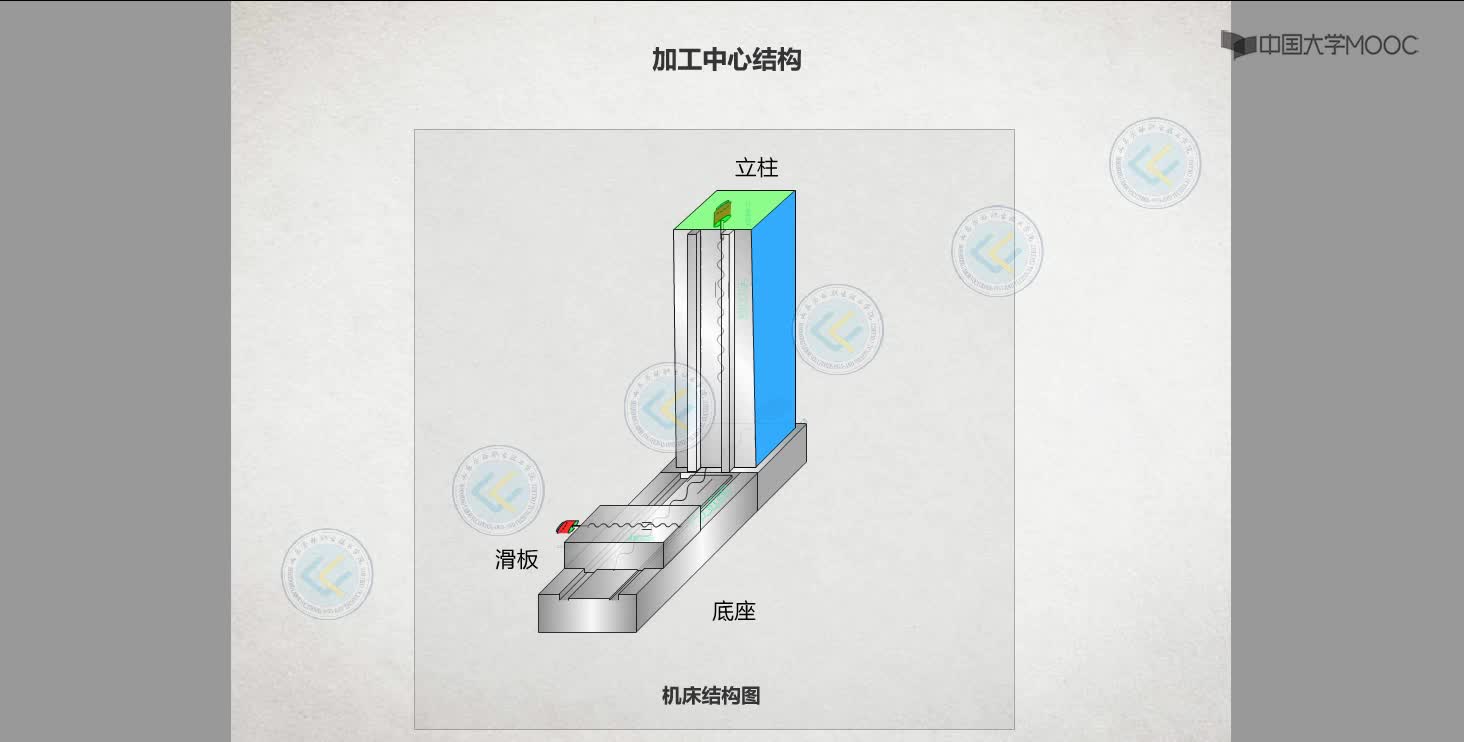
2008-12-30 23:20:202284 數控銑床的操作與加工實驗一、項目編號:二、實驗課時:2三、主要內容及目的1.實驗內容 了解數控系統面板操作,觀察數控銑床的機械結構
2008-12-30 23:19:201864 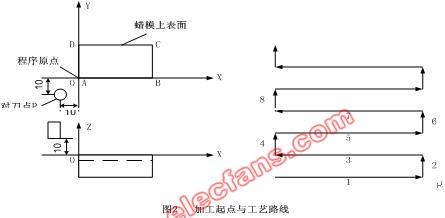
用于KXZ-213數控銑床的光電放大電路圖
2008-12-30 18:16:16739 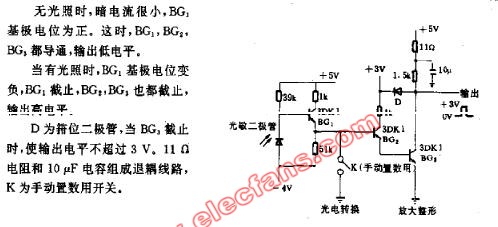
數控銑床編程實例
毛坯為70㎜×70㎜×18㎜板材,六面已粗加工過,要求數控銑出如圖3-23所示的槽,工件材料為45鋼。
毛坯為120㎜×60㎜×10㎜板材,5㎜
2007-12-25 10:03:24260
 電子發燒友App
電子發燒友App























 工商網監
工商網監
評論