 電子發(fā)燒友App
電子發(fā)燒友App


1 重要的零件
2 發(fā)動(dòng)機(jī)零件去油
3 鋁制圓筒-測(cè)量和標(biāo)記
4 鋁制圓筒-軋彎鋁條
5 鋁制圓筒-加工鋁棒
6 鋁制圓筒-加工鋁棒側(cè)面
7 鋁制圓筒-安裝鋁棒
8 角連接件-底座
9 角連接件-中間的隔塊
10 角連接件-頂帽
11 齒輪軸夾-底座和頂帽
12 齒輪軸夾-中間隔塊
13 基座-模板
14 基座-鉆孔
15 修整齒輪
16 調(diào)光器齒輪
17 齒輪軸
18 燈臂軸
19 燈臂
20 打磨基座
21 給變壓器和調(diào)光器接線
22 完成組裝
這個(gè)制作花了我四天時(shí)間。大多數(shù)部件是回收再利用的,比如齒輪,軸承和壓克力板,用這些材料既降低成本也更能啟發(fā)創(chuàng)造性的想法。
我買(mǎi)了下面這些東西:
齒輪+曲軸+連桿+軸承。
調(diào)光開(kāi)關(guān)。
編織填襯軟管。
變壓器+燈泡+支架。
螺栓。
獲得的免費(fèi)材料:
壓克力板(從一個(gè)儲(chǔ)存箱拆下來(lái))。
鋁件(本地的工程公司捐獻(xiàn)給我校的邊角料)。
鋼管(來(lái)自廢物箱)。
舊的喇叭線。
舊的240V插頭和雙層絕緣線。
更多有趣的部件有助于達(dá)成更好的結(jié)果。看看垃圾場(chǎng),清倉(cāng)減價(jià),舊貨甩賣(mài)之類(lèi),或者自行注意下車(chē)庫(kù)的小角落……你會(huì)為自己找到的好東西驚訝的。把東西留下,總一天它們能派上用場(chǎng)。
注意這個(gè)項(xiàng)目里的圖紙尺寸和標(biāo)注都是基于我用的FJ1200齒輪箱,如果你用了別的零件,需要根據(jù)自己的情況修改設(shè)計(jì)。
1 重要的零件
你需要下面這些零件:
○ 齒輪
○ 軸承
○ 曲軸
○ 調(diào)光開(kāi)關(guān)
○ 編織填襯軟管
○ 12V鹵素?zé)糇儔浩?/p>
○ MR16燈座
○ MR16 12V鹵素?zé)襞荩?0W
○ 240V電源插頭+雙層絕緣電線
○ 舊喇叭線
○ 接線端子
基座用另外一些材料制作。
2 發(fā)動(dòng)機(jī)零件去油
用溶劑型脫脂產(chǎn)品清除發(fā)動(dòng)機(jī)部件上的機(jī)油,畫(huà)刷對(duì)清除小縫隙里的油污很有幫助。
3 鋁制圓筒-測(cè)量和標(biāo)記
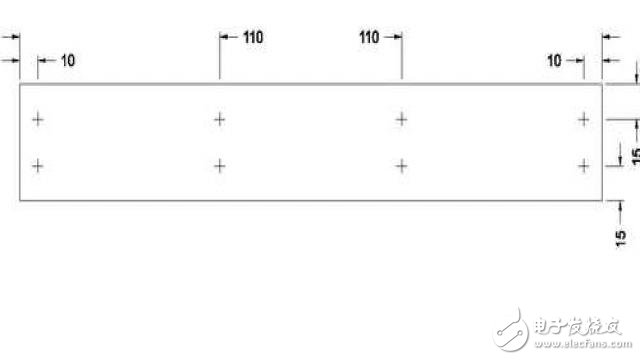
切割出330mm x 50mm的鋁片。
按照?qǐng)D紙上的設(shè)計(jì)打上標(biāo)記。
在孔的中心位置打孔。
所有的孔徑為4.5mm。
4 鋁制圓筒-軋彎鋁條
軋彎鋁條直到末端接觸在一起。
如果鋁條的末端形狀不對(duì),用一個(gè)包皮木槌和一個(gè)直徑2英寸的鋼塊作砧,敲打鋁條末端使之成型。
用長(zhǎng)砂紙帶(150號(hào))來(lái)打磨,制造拉絲的外觀效果。
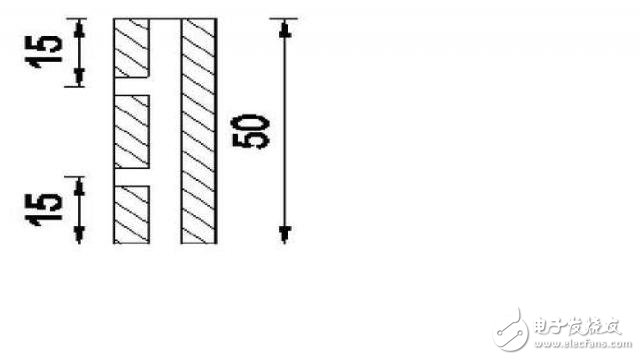
5 鋁制圓筒-加工鋁棒
切下三段直徑15mm,長(zhǎng)52mm的鋁棒。
打磨一個(gè)斷面,然后打磨另一面直到鋁棒的長(zhǎng)度剛好為50mm長(zhǎng)(這個(gè)長(zhǎng)度和你剛才切下鋁條的寬度一樣)。
在6個(gè)端面的中心鉆孔。
每個(gè)孔的尺寸為直徑4.2mm,30mm深,這么鉆完之后兩個(gè)孔會(huì)在中間連通。
在每個(gè)孔攻上M5的螺紋。
6 鋁制圓筒-加工鋁棒側(cè)面
測(cè)量并標(biāo)記出邊上的孔(參看圖紙)。
用V形塊夾緊工件。
在中間用沖頭沖出兩個(gè)孔的位置。
鉆個(gè)直徑3.2mm的孔,深度到鋁棒的一半。
給這些孔攻上M4的螺紋。
7 鋁制圓筒-安裝鋁棒
打磨三根鋁棒。
用M4螺栓將三根鋁棒組裝到圓筒上,連接處需要將螺栓依次穿過(guò)螺紋孔。
8 角連接件-底座
在機(jī)床上在直徑25mm的鋁塊中間鉆個(gè)孔。
孔的直徑8.5mm,40mm深。
在10mm處切斷鋁塊。
重復(fù)鉆孔和擴(kuò)孔直到做好四個(gè)接頭。
在孔上攻出M10螺紋。
去掉孔上的毛刺。
切下90mm長(zhǎng)的M10螺紋桿。
打磨粗糙的邊緣。
組裝起來(lái)。
9 角連接件-中間的隔塊
找個(gè)直徑25mm的鋁棒。
打磨一端的斷面。
在中間鉆孔,直徑10mm深度60mm。
打磨孔邊。
在正好50mm處切斷。
加工出四個(gè)這樣的接頭。
10 角連接件-頂帽
找個(gè)直徑25mm的鋁棒。
打磨一端的斷面。
邊緣倒角45度。
在20mm處切斷。
在中心鉆孔。
孔的尺寸為直徑8.5mm ,深度15mm。
攻上M1螺紋。
11 齒輪軸夾-底座和頂帽
使用直徑12mm的鋁棒。
打磨端面。
在中心鉆孔。
鉆直徑6mm ,20mm深的洞。
加工出容納M6埋頭螺絲的凹陷。
邊緣倒角45度。
在10毫米處切斷。
做6個(gè)零件(3個(gè)底座和3個(gè)頂帽)。
12 齒輪軸夾-中間隔塊
選用直徑12mm的鋁棒。
端面打磨。
中心鉆孔。
鉆直徑5mm ,30mm深的洞。
在50毫米處切斷。
轉(zhuǎn)動(dòng)零件,在另一面也鉆孔。
做三個(gè)隔塊。
在每一個(gè)孔攻M6螺紋。
13 基座-模板
首先你要做一個(gè)模板來(lái)評(píng)估基座的大小,特別是布置各個(gè)齒輪的位置。
可以在CAD中建模幫助設(shè)計(jì)。
我用激光切割9mm厚的壓克力板做基座。下面有一些替代方案:
3mm的壓克力板:也許需要重疊兩層來(lái)加強(qiáng)外觀質(zhì)感,手工或者激光切割都可以。
硬木板或者膠合板:可以用數(shù)控機(jī)床或者手工加工。
鋁/鋼/銅板:非常酷,但是手工加工困難,或許可以考慮水刀。
14 基座-鉆孔
安放鋁制圓筒使它圍住調(diào)光開(kāi)關(guān)的安裝孔。
標(biāo)記下需要鉆孔的位置。
在這些地方鉆5mm的孔。
孔上加工出容納M5埋頭螺絲的凹陷。
在三個(gè)孔上旋入螺栓,然后在另一面標(biāo)記孔的位置,鉆孔穿通。在另一塊板上同樣加工使基座的上下兩個(gè)面板都能夠安裝在鋁制圓筒上。
15 修整齒輪
這是將要用在調(diào)光器齒輪和主軸尺寸中間的齒輪。
軸承小了點(diǎn)裝不上齒輪,所以我用激光切割了一個(gè)環(huán)形隔環(huán)將它們裝配到一起。
所有齒輪用直徑25mm的鋁材連接到基座,鋁材上鉆孔并安裝M6埋頭螺栓。
16 調(diào)光器齒輪
調(diào)光開(kāi)關(guān)來(lái)自五金店,還有白色表盤(pán)和白色方形面板。
精確測(cè)量表盤(pán)的直徑并在直徑25mm的鋁材上鉆適當(dāng)大小的洞。
這個(gè)洞需要過(guò)盈配合。
組裝桿,軸承和齒輪,檢查轉(zhuǎn)動(dòng)良好。稍后會(huì)進(jìn)行布線。
17 齒輪軸
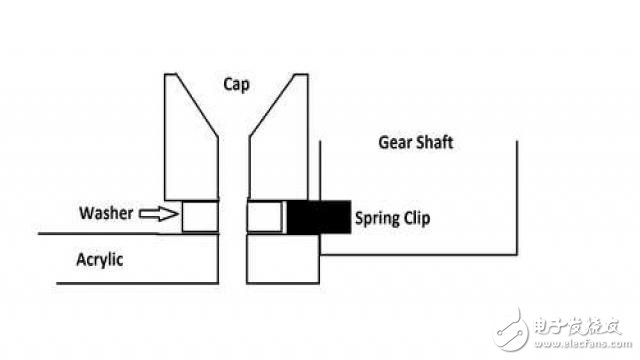
用之前做好的軸夾將部件組裝起來(lái)。
齒輪軸上有個(gè)彈簧夾,它能夠固定軸夾的位置。
18 燈臂軸
我找了一些鋼管安裝在頂部的齒輪軸上。我想把它彎成曲線但沒(méi)有一個(gè)彎管機(jī),所以我用了熱處理的方法。
將鋼管切割到需要的長(zhǎng)度。
在需要彎曲的位置切出一系列10mm間隔的切口,幾乎切穿鋼管。
打磨尖銳的邊緣。
將鋼管加熱到紅熱,然后迅速用錘子趁熱從切口背后砸彎。
可能需要重復(fù)幾次。
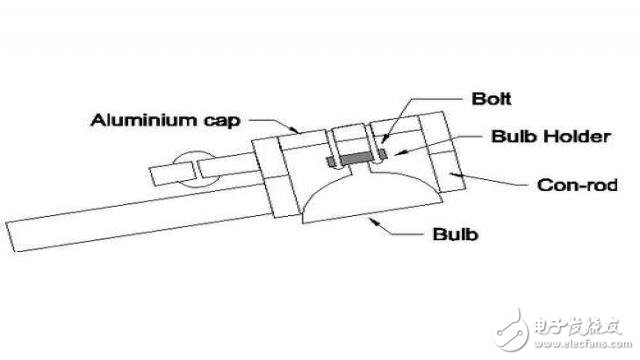
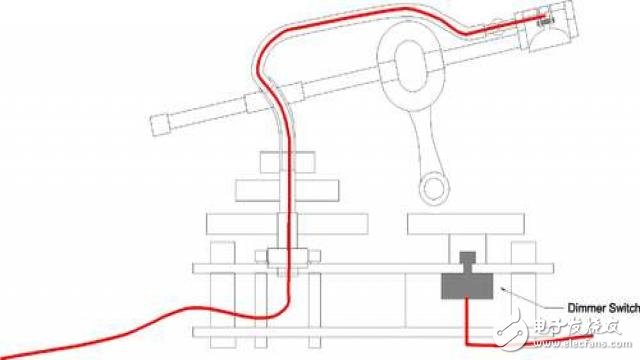
19 燈臂
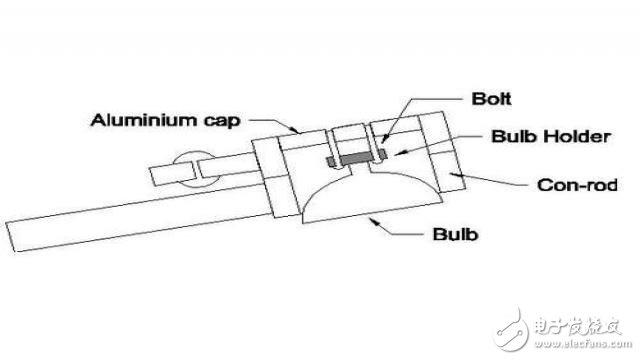
如圖所示安裝曲軸。
將編織軟管一端連接到燈臂軸頂端并擰到燈泡組件的頂部。
我還加工了個(gè)頂帽用來(lái)遮住燈泡的尾部,也有一定的支撐作用。
橫斷面的圖是補(bǔ)充說(shuō)明。
20 打磨基座
用150號(hào)砂紙打磨壓克力板,造成磨砂效果。朝同一個(gè)方向研磨。
21 給變壓器和調(diào)光器接線
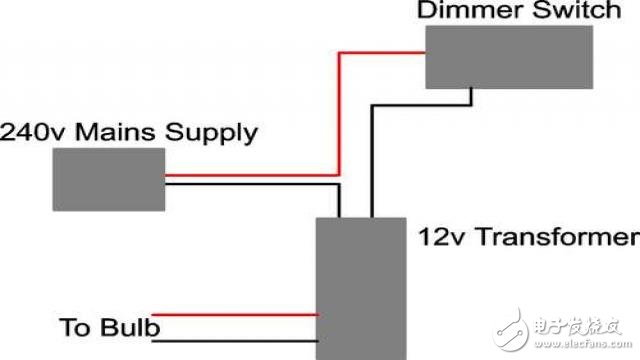
注意:需要電工知識(shí),觸電有生命危險(xiǎn)。
參照這個(gè)電路原理圖。
22 完成組裝
按照所示的順序依次組裝。









 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論