 電子發燒友App
電子發燒友App


摘要:用作氟塑料絕緣電線的絕緣材料主要有聚四氟乙烯PTFE、聚全氟乙丙烯FEP以及其它氟塑料,根據不同氟塑料的加工特點,一般采用以下三種加工工藝。
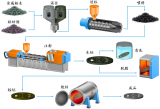
一、熱擠工藝? ? ? ? ?
當擠出機內部機筒溫度達到350°C~390°C左右時,把F46氟塑料加入料斗,利用螺桿旋轉的推力,通過成型模具均勻連續的包覆在導電線芯上,冷卻后定型。此方法用Φ30、Φ60、Φ90等高溫塑料擠出機,常生產F46型、F40型等氟塑料絕緣產品。? ? ? ? ? ?
二、推擠工藝? ? ? ? ? ?
把粉狀的聚四氟乙烯塑料預壓成筒型,放人機筒,利用活塞推力,通過成型模具均勻連續的包覆在導電線芯上,然后進行380°C的高溫燒結,冷卻后定型。此方法用F4推壓機,生產F4(PTFE)型產品。 ? ? ? ? ?
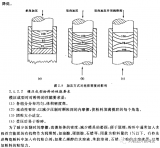
三、繞包工藝 ? ? ? ??
用切成一定寬度的聚四氟乙烯薄膜帶繞包到線芯上,然后進行燒結定型。此方法用繞包機及燒結爐,通常生產AFR型、FSFB型等電線。? ? ? ? ? ?
四、氟塑料擠出工藝的發展?
PTFE不能熔融擠出,必須通過薄膜繞包或糊狀擠出來生產電線電纜,需使用專門設備,設備復雜,工藝流程長,且生產是間歇性的,生產速度也受限制。因此開發可熔融擠出的氟塑料一直是高分子界的重大課題。FEP是首先開發成功的可熔融擠出氟塑料。它幾乎保持了PTFE的所有優異性能,至今仍是除PTFE外使用*為廣泛、用量*大的含氟塑料。FEP的連續使用溫度為200℃,PFA的成功開發才真正有了可在250℃下使用的熔融擠出氟塑料,但價格昂貴。ETFE、PVDF,在基本保持了PTFE的各種性能,以他們比重小、強度大、耐輻照三大優勢在含氟塑料中嶄露頭角,且在電線電纜中也獲得了廣泛應用。 ? ? ? ? ? ? ? ? 五、氟塑料擠出設備 ? ? ? ? ?
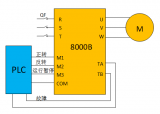
除PVDF允許用一般擠出機擠出電線外,其他各種氟塑料都要用高溫擠出機生產電線電纜。熔融氟樹脂用高溫擠出機的要求:有足夠的加熱功率,確保高溫(例如450 ℃左右)條件下樹脂能夠熔融擠出;與熔體接觸的部件:螺桿、螺膛、機頭及其組件、模具等,都要用高溫耐腐蝕合金,如鎳基合金(包括國內的新三號鋼),主要是由于擠出過程中可能產生的HF等含氟氣體具有很強的腐蝕性。? ? ? ? ? ??
六、氟塑料擠出材料 ? ? ? ? ?
與不同氟塑料有不同的使用溫度一樣,導體也需不同的適用溫度。考慮到擠出時可能產生的氣體對導體的腐蝕,氟塑料電線電纜幾乎都使用鍍銀、鍍錫、鍍鎳等鍍復導體。電線電纜研究、生產者應根據電線電纜用戶的需要,正確選擇導體和絕緣材料,既要滿足客戶要求,又要讓絕緣材料用得恰到好處。因此,應熟悉、掌握各種氟塑料的特性。 ? ? ? ? ?
七、氟塑料擠出工藝 ? ? ? ? ?
含氟塑料熔體的熔融粘度極大。不宜采用“壓力式”擠出(否則會對設備提出太苛刻的要求);但熔體有足夠的強度,允許拉伸,所以幾乎都是采用“套管式”擠出來生產電線電纜,通過控制合理的拉伸系數保證絕緣與導體間的粘結力。“套管式”擠出中,模具的設計或生產中的“配模”,都應保證DDR、DBR兩個參數之值在擠出材料允許的合理范圍之內。 ? ? ? ??
DBR稱之為(平衡)拉伸系數(拉伸度),表示外層熔體與內層熔體受拉伸程度的比。DDR稱之為拉伸比(配模比),表示拉伸程度或允許生產速度。DDR、DBR都是材料參數,DDR、DBR允許值越大,評價為材料擠出工藝好。不同材料,DDR、DBR不一樣;同種材料,牌號不同(MI不同),DDR、DBR也不一樣。不同材料、不同牌號的這兩個參數及其允許范圍,線纜研究、生產者必須掌握。作為其性,MI越大,DDR、DBR允許較大;絕緣擠出的DBR、DDR比護套擠出時大。





































 工商網監
工商網監
評論