 電子發燒友App
電子發燒友App


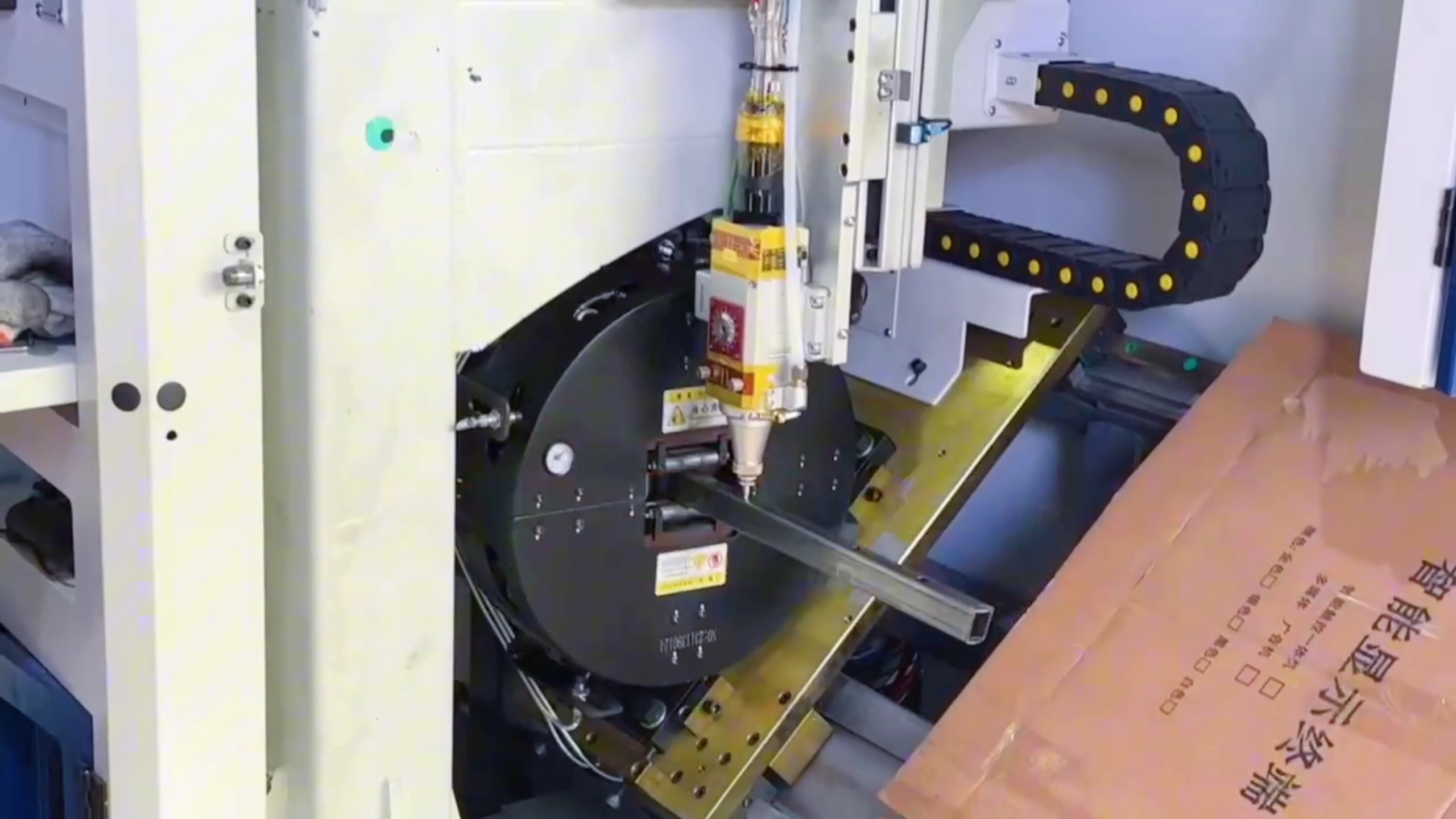
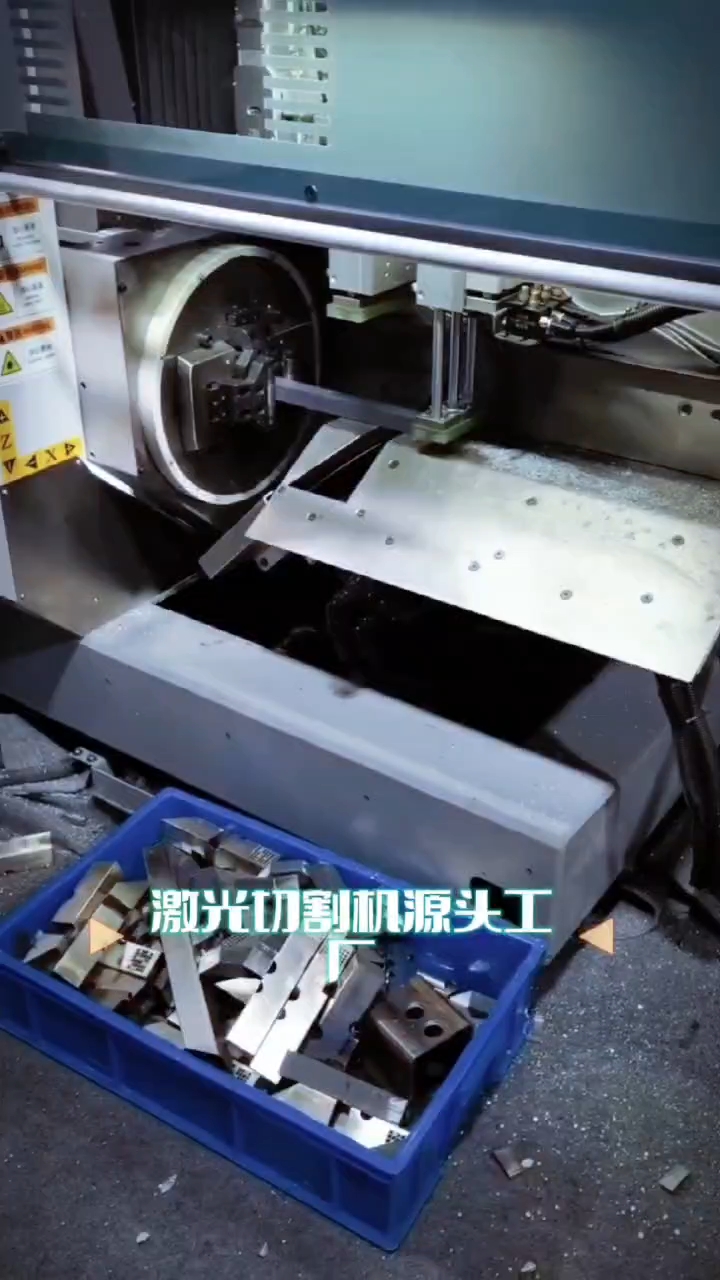
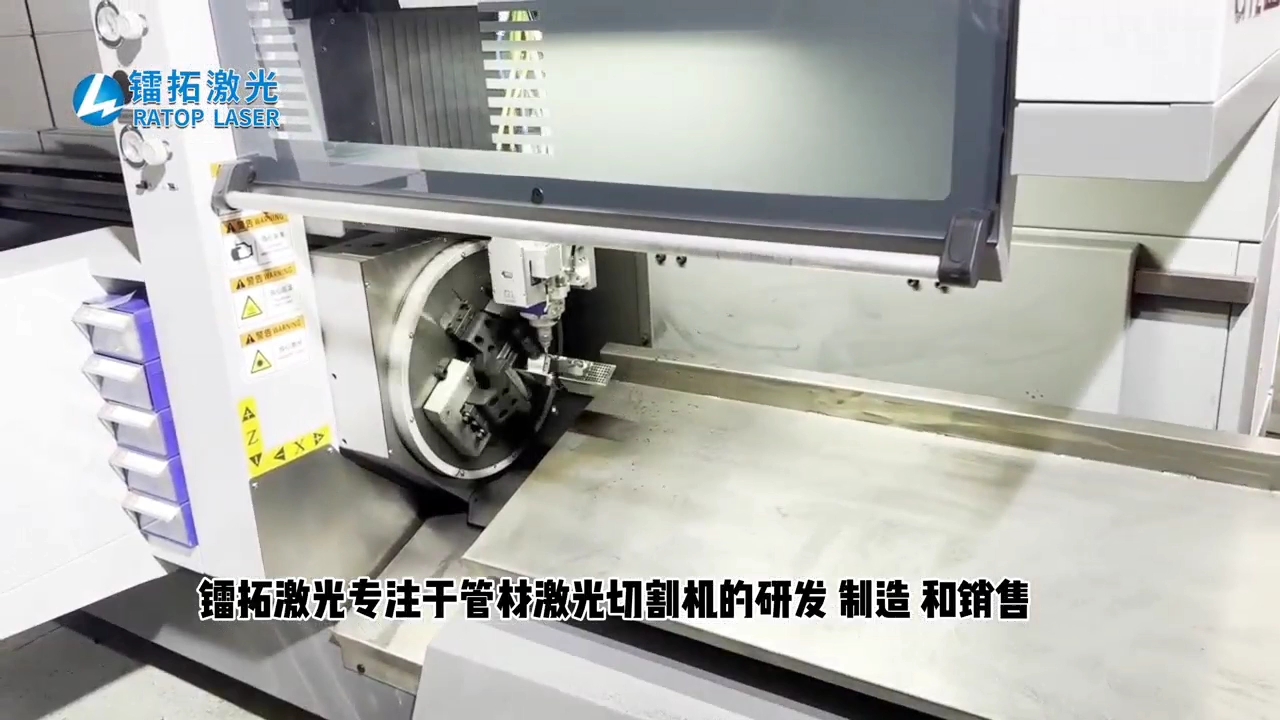
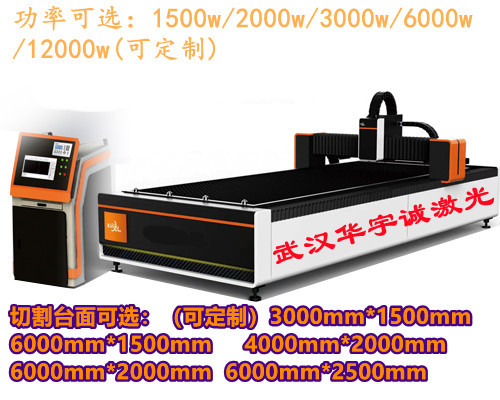
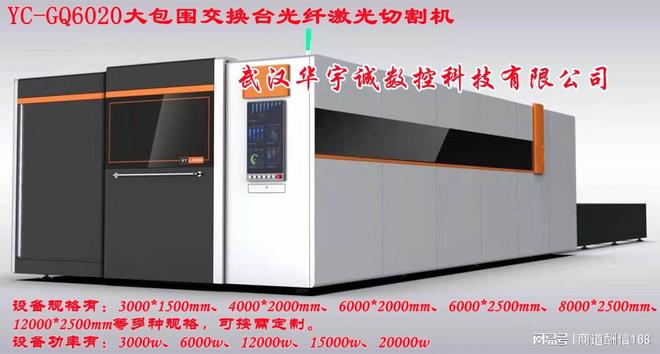
數控管道切割機 等離子管子切割設備
以下的方法可以使數控管道切割機的切割面更平直、光滑、無熔渣,得到更好的切割質量。
數控相貫線切割機電流的設置方法:
除了切割參數表外,選擇等離子電源的方法很簡單,可用板厚乘以10倍,就是等離子電源的切割電流。這樣質量切割速度可達1000mm/min左右,只要略調整切割速度、切割高度、垂直度,就能減少或避免二次打磨,有效提高切割效率。
數控相貫線切割機和割炬的提示:
使用直角尺進行校準使割炬與工件呈直角對切割床上的導軌和傳動裝置進行清潔、檢查并‘校準’,這樣割炬的移動可能會平順一些。如果機器移動不平穩,會導致切割表面粗糙、凹凸不平,在切割過程中割炬一定不能接觸工件,一旦發生接觸,會損壞保護帽和噴嘴,并影響切割表面。
影響等離子管子切割設備切割質量的其他因素:
切割角度:如果一個切割部分的四邊的平均角度偏差應小于4°。
注意:在割炬向前移動情況下,呈直角的切割角度將在右側。
注意:如欲確定切割角度問題是否由等離子系統或傳動裝置造成的,可以先做一次切割試驗并測量每個側邊的角度,然后90°旋轉支架上的割炬,并重復整個試驗過程,如果兩次試驗的角度相同,那么問題就是由傳動系統造成的。如果“機械問題”解決后仍存在切割角度問題,參見前頁4.3.2“使用切割床的割炬的提示”檢查割炬到工件的距離,尤其是當切割角度全部為正或負時。
fqj












































 工商網監
工商網監
評論