 電子發燒友App
電子發燒友App


1. 焊接結構疲勞失效的原因
焊接結構疲勞失效的原因主要有以下幾個方面:
① 客觀上講,焊接接頭的靜載承受能力一般并不低于母材;而承受交變動載荷時,其承受能力卻遠低于母材,而且與焊接接頭類型和焊接結構形式有密切的關系。這是引起一些結構因焊接接頭的疲勞而過早失效的一個主要的因素;
② 早期的焊接結構設計以靜載強度設計為主,沒有考慮抗疲勞設計,或者是焊接結構疲勞設計規范并不完善,以至于出現了許多現在看來設計不合理的焊接接頭;
③ 工程設計技術人員對焊接結構抗疲勞性能的特點了解不夠,所設計的焊接結構往往照搬其它金屬結構的疲勞設計準則與結構形式;
④ 焊接結構日益廣泛,而在設計和制造過程中人為盲目追求結構的低成本、輕量化,導致焊接結構的設計載荷越來越大;
⑤ 焊接結構有往高速重載方向發展的趨勢,對焊接結構承受動載能力的要求越來越高,而對焊接結構疲勞強度方面的科研水平相對滯后。
2 影響焊接結構疲勞強度的主要因素
2.1 靜載強度對焊接結構疲勞強度的影響
在鋼鐵材料的研究中,人們總是希望材料具有較高的比強度,即以較輕的自身重量去承擔較大的負載重量,因為相同重量的結構可以具有極大的承載能力;或是同樣的承載能力可以減輕自身的重量。所以高強鋼應運而生,也具有較高的疲勞強度,基本金屬的疲勞強度總是隨著靜載強度的增加而提高。
但是對于焊接結構來說,情況就不一樣了,因為焊接接頭的疲勞強度與母材靜強度、焊縫金屬靜強度、熱影響區的組織性能以及焊縫金屬強度匹配沒有多大的關系,也就是說只要焊接接頭的細節一樣,高強鋼和低碳鋼的疲勞強度是一樣的,具有同樣的S-N曲線,這個規律適合對接接頭、角接接頭和焊接梁等各種接頭型式。Maddox研究了屈服點在386—636MPa之間的碳錳鋼和用6種焊條施焊的焊縫金屬和熱影響區的疲勞裂紋擴展情況,結果表明:材料的力學性能對裂紋擴展速率有一定影響,但影響并不大。在設計承受交變載荷的焊接結構時,試圖通過選用較高強度的鋼種來滿足工程需要是沒有意義的。只有在應力比大于+0.5的情況下,靜強度條件起主要作用時,焊接接頭母材才應采用高強鋼。
造成上述結果的原因是由于在接頭焊趾部位沿溶合線存在有類似咬邊的熔渣楔塊缺陷,其厚度在0.075mm-0.5mm,尖端半經小于0.015mm。該尖銳缺陷是疲勞裂紋開始的地方,相當于疲勞裂紋形成階段,因而接頭在一定應力幅值下的疲勞壽命,主要由疲勞裂紋的擴展階段決定。這些缺陷的出現使得所有鋼材的相同類型焊接接頭具有同樣的疲勞強度,而與母材及焊接材料的靜強度關系不大。
2.2 應力集中對疲勞強度的影響
2.2.1 接頭類型的影響
焊接接頭的形式主要有:對接接頭、十字接頭、T形接頭和搭接接頭,在接頭部位由于傳力線受到干擾,因而發生應力集中現象。
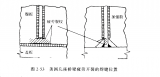
對接接頭的力線干擾較小,因而應力集中系數較小,其疲勞強度也將高于其他接頭形式。但實驗表明,對接接頭的疲勞強度在很大范圍內變化,這是因為有一系列因素影響對接接頭的疲勞性能的緣故。如試樣的尺寸、坡口形式、焊接方法、焊條類型、焊接位置、焊縫形狀、焊后的焊縫加工、焊后的熱處理等均會對其發生影響。具有永久型墊板的對接接頭由于墊板處形成嚴重的應力集中,降低了接頭的疲勞強度。這種接頭的疲勞裂紋均從焊縫和墊板的接合處產生,而并不是在焊趾處產生,其疲勞強度—般與不帶墊板的最不佳外形的對接接頭的疲勞強度相等。
十字接頭或T形接頭在焊接結構中得到了廣泛的應用。在這種承力接頭中,由于在焊縫向基本金屬過渡處具有明顯的截面變化,其應力集中系數要比對接接頭的應力集中系數高,因此十字或T形接頭的疲勞強度要低于對接接頭。對未開坡口的用角焊縫連接的接頭和局部熔透焊縫的開坡口接頭,當焊縫傳遞工作應力時,其疲勞斷裂可能發生在兩個薄弱環節上,即基本金屬與焊縫趾端交界處或焊縫上。對于開坡口焊透的的十字接頭,斷裂一般只發生在焊趾處,而不是在焊縫處。焊縫不承受工作應力的T形和十字接頭的疲勞強度主要取決于焊縫與主要受力板交界處的應力集中,T形接頭具有較高的疲勞強度,而十字接頭的疲勞強度較低。提高T形或十字接頭疲勞強度的根本措施是開坡口焊接,并加工焊縫過渡處使之圓滑過渡,通過這種改進措施,疲勞強度可有較大幅度的提高。
搭接接頭的疲勞強度是很低的,這是由于力線受到了嚴重的扭曲。采用所謂“加強”蓋板的對接接頭是極不合理的,由于加大了應力集中影響,采用蓋板后,原來疲勞強度較高的對接接頭被大大地削弱了。對于承力蓋板接頭,疲勞裂紋可發生在母材,也可發生在焊縫,另外改變蓋板的寬度或焊縫的長度,也會改變應力在基本金屬中的分布,因此將要影響接頭的疲勞強度,即隨著焊縫長度與蓋板寬度比率的增加,接頭的疲勞強度增加,這是因為應力在基本金屬中分布趨于均勻所致。
2.2.2 焊縫形狀的影響
無論是何種接頭形式,它們都是由兩種焊縫連接的,對接焊縫和角焊縫。焊縫形狀不同,其應力集中系數也不相同,從而疲勞強度具有較大的分散性。
對接焊縫的形狀對于接頭的疲勞強度影響最大。
(1) 過渡角的影響 Yamaguchi等人建立了疲勞強度和基本金屬與焊縫金屬之間過渡角(外鈍角)的關系。試驗中W(焊縫寬度)和h(高度)變化,但h/W比值保持不變。這意味著夾角保持不變,試驗結果表明,疲勞強度也保持不變。但如果W保持不變,變化參量h,則發現h增加,接頭疲勞強度降低,這顯然是外夾角降低的結果。
(2) 焊縫過渡半徑的影響 ?Sander等人的研究結果表明焊縫過渡半徑同樣對接頭疲勞強度具有重要影響,即過渡半徑增加(過渡角保持不變),疲勞強度增加。
角焊縫的形狀對于接頭的疲勞強度也有較大的影響。
當單個焊縫的計算厚度a與板厚B之比a/B<0.6~0.7時,一般斷裂于焊縫;當a b="">0.7時,一般斷于基本金屬。但是增加焊縫尺寸對提高疲勞強度僅僅在一定范圍內有效。因為焊縫尺寸的增加并不能改變另一薄弱截面即焊趾端處基本金屬的強度,故充其量亦不能超過該處的疲勞強度。Soete,Van Crombrugge采用15mm厚板用不同的角焊縫施焊,在軸向疲勞載荷下的試驗發現,焊縫的焊腳為13mm時,斷裂發生在焊趾處基本金屬或焊縫中。當焊縫的焊腳小于此值時,疲勞斷裂發生在焊縫上;當焊腳尺寸為18mm時斷裂發生在基本金屬中。據此他們提出極限焊腳尺寸:S=0.85B 式中S為焊腳尺寸,B為板厚。可見縱使焊腳尺寸達到板厚時(15mm),仍可得焊縫處的斷裂結果,這一結果與理論結果符合得很好。
2.2.3 焊接缺陷的影響
焊趾部位存在有大量不同類型的缺陷,這些不同類型的缺陷導致疲勞裂紋早期開裂和使母材的疲勞強度急劇下降(下降到80%)。焊接缺陷大體上可分作兩類:面狀缺陷(如裂紋、未熔合等)和體積型缺陷(氣孔、夾渣等),它們的影響程度是不問的,同時焊接缺陷對接頭疲勞強度的影響與缺陷的種類、方向和位置有關。
1) ?裂紋 焊接中的裂紋,如冷、熱裂紋,除伴有具有脆性的組織結構外,是嚴重的應力集中源,它可大幅度降低結構或接頭的疲勞強度。早期的研究己表明,在寬60mm、厚12.7mm的低碳鋼對接接頭試樣中,在焊縫中具有長25mm、深5.2mm的裂紋時(它們約占試樣橫截面積的10%),在交變載荷條件下,其2×106循環壽命的疲勞強度大約降低了55%~65%。
2) ?未焊透 應當說明,不一定把未焊透均認為是缺陷,因為有時人為地要求某些接頭為周部焊透,典型的例子是某些壓力容器接管的設計。未焊透缺陷有時為表面缺陷(單面焊縫),有時為內部缺陷(雙面焊縫),它可以是局部性質的,也可以是整體性質的.其主要影響足削弱截面積和引起應力集中。以削弱面積10%時的疲勞壽命與未含有該類缺陷的試驗結果相比,其疲勞強度降低了25%,這意味著其影響不如裂紋嚴重。
3) ?未熔合 由于試樣難以制備,至今有關研究極其稀少.但是無可置疑,未熔合屬于平面缺陷,因而不容忽視,一般將其和未焊透等同對待。
4) ?咬邊 ?表征咬邊的主要參量有咬邊長度L、咬邊深度h、咬邊寬度W。影響疲勞強度的主要參量是咬邊深度h,目前可用深度h或深度與板厚比值(h/B)作為參量評定接頭疲勞強度。
5) ?氣孔 為體積缺陷,Harrison對前人的有關試驗結果進行了分析總結, 疲勞強度下降主要是由于氣孔減少了截面積尺寸造成,它們之間有一定的線性關系。但是一些研究表明,當采用機加工方法加工試樣表面,使氣孔處于表面上時,或剛好位于表面下方時,氣孔的不利影響加大,它將作為應力集中源起作用,而成為疲勞裂紋的起裂點。這說明氣孔的位置比其尺寸對接頭疲勞強度影響更大,表面或表層下氣孔具有最不利影響。
6) ?夾渣 ?IIW的有關研究報告指明:作為體積型缺陷,夾渣比氣孔對接頭疲勞強度影響要大。
通過上述介紹可見焊接缺陷對接頭疲勞強度的影響,不但與缺陷尺寸有關,而旦還決定于許多其他因素,如表面缺陷比內部缺陷影響大,與作用力方向垂直的面狀缺陷的影響比其它方向的大;位于殘余拉應力區內的缺陷的影響比在殘余壓應力區的大;位于應力集中區的缺陷(如焊縫趾部裂紋)比在均勻應力場中同 ?樣缺陷影響大。
2.3 焊接殘余應力對疲勞強度的影響
焊接殘余應力是焊接結構所特有的特征,因此,它對于焊接結構疲勞強度的影響是人們廣為關心的問題,為此人們進行了大量的試驗研究工作。試驗往往采用有焊接殘余應力的試樣與經過熱處理消除殘余應力后的試樣,進行疲勞試驗作對比。由于焊接殘余應力的產生往往伴隨著焊接熱循環引起的材料性能變化,而熱處理在消除殘余應力的同時也恢復或部分地恢復了材料的性能,同時也由于試驗結果的分散性,因此對試驗結果就產生了不同的解釋,對焊接殘余應力的影響也就有了不同的評價。
試舉早期和近期一些人所進行的研究工作為例,可清楚地說明這一問題,對具有余高的對接接頭進行的2×106次循環試驗結果,不同研究者得出了不同結論。有人發現:熱處理消除應力試樣的疲勞強度比焊態相同試樣的疲勞強度增加12.5%;另有人則發現焊態和熱處理的試樣的疲勞強度是一致的,即差異不大;但也有人發現采用熱處理消除殘余應力后疲勞強度雖有增加,但增加值遠低于12.5%等等。對表面打磨的對接接頭試樣試驗結果也是如此,即有的試驗認為,熱處理后可提高疲勞強度17%,但也有的試驗結果說明,熱處理后疲勞強度沒有提高等。這個問題長期來使人困惑不解,直到前蘇聯一些學者在交變載荷下進行了一系列試驗,才逐漸澄清了這一問題。
其中最值得提出的是Trufyakov對在不同應力循環特征下焊接殘余應力對接頭疲勞強度影響的研究。試驗采用14Mn2普通低合金結構鋼,試樣上有一條橫向對接焊縫,并在正反兩面堆焊縱向焊道各一條。一組試樣焊后進行了消除殘余應力的熱處理,另一組未經熱處理。疲勞強度對比試驗采用三種應力循環特征系數r=-1, 0, +0.3。 在交變載荷下(r=-1),消除殘余應力試樣的疲勞強度接近130MPa,而未經消除殘余應力的僅為75MPa,在脈動載荷下(r=0),兩組試樣的疲勞強度相同,均為185MPa。而當r=0.3時,經熱處理消除殘余應力的試樣疲勞強度為260MPa,反而略低于未熱處理的試樣(270MPa)。產生這個現象的主要原因是:在r值較高時,例如在脈動載荷下(r=0),疲勞強度較高,在較高的拉應力作用下,殘余應力較快地得到釋放,因此殘余應力對疲勞強度的影響就減弱;當r增大到0.3時,殘余應力在載荷作用下,進一步降低,實際上對疲勞強度已不起作用。而熱處理在消除殘余應力的同時又軟化了材質,因而使得疲勞強度在熱處理后反而下降。這一試驗比較好地說明了殘余應力和焊接熱循環所引起材質變化對疲勞強度的影響。從這里也可以看出焊接殘余應力對接頭疲勞強度的影響與疲勞載荷的應力循環特性有關。即在循環特性值較低時,影響比較大。
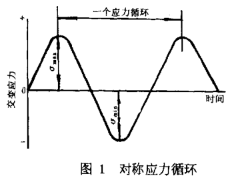
前面己指出,由于結構焊縫中存有達到材料屈服點的殘余應力,因此在常幅施加應力循環作用的接頭中,焊縫附近所承受的實際應力循環將是由材料的屈服點向下擺動,而不管其原始作用的循環特征如何。例如標稱應力循環為+S1到-S2,則其應力范圍應為S1+S2。但接頭中的實際應力循環范圍將是由Sy(屈服點的應力幅)到Sy-(S1+S2)。這一點在研究焊接接頭疲勞強度時是非常重要的,它導致了一些設計規范以應力范圍代替了循環特征r。
此外,在試驗過程中,試件的尺寸大小、加載方式、應力循環比、載荷譜也對疲勞強度有很大的影響
業務消息
1. 企業項目承接、技術轉移、員工培養、定制培訓。提供中小制造業深度合作,一位工程師的成本支出,享受眾多領域全方面技術支持。各CAE仿真軟件銷售,服務器工作站搭建。
2. 疲勞專題、電池包專題、整車剛強度、前處理、NVH、ABAQUS、CCM、顯示動力學、約束系統等于上海、西安、秦皇島開設(具體時間協調確定),直指企業項目!離能做項目只差一場精品課程。
3. 針對企業、在職人員、學生、業外人員提供定制學習方案。你所擔心的學不好、不會做項目、不被企業認可,這里都可以解決。
4. 高校免費培訓,提供校內培訓。可選擇前處理、剛強度、疲勞。
5. 中小制造業免費技術咨詢與支持、免費做項目。
6. VIP學員、協議學員招生中,你的問題我們幫你解決,你的計劃我們幫你制定,你的職業我們幫你規劃,助力全方面發展。
7. 所有課程(含在線和現場項目精品課程)均可選擇自費、免費、帶補助學習。
8. 課程包含網絡及現場培訓課程(隨時可開),包含Hypermesh(ansa)整車前處理,剛強度,碰撞,約束系統,行人保護,二次開發,疲勞,NVH,熱管理,Abaqus,Fluent,CCM,Workbench等等。
QQ :1171926630 ? ? ?微信:kt1171926630
座機:0335-8903355 ? 電話:18010138523
網站地址:http://www.mtechfea.com/
淘寶寶貝鏈接:sFSOXLLT7cJ(復制口令打開淘寶即可)
? ? ? ? ymf


































 工商網監
工商網監
評論