 電子發燒友App
電子發燒友App


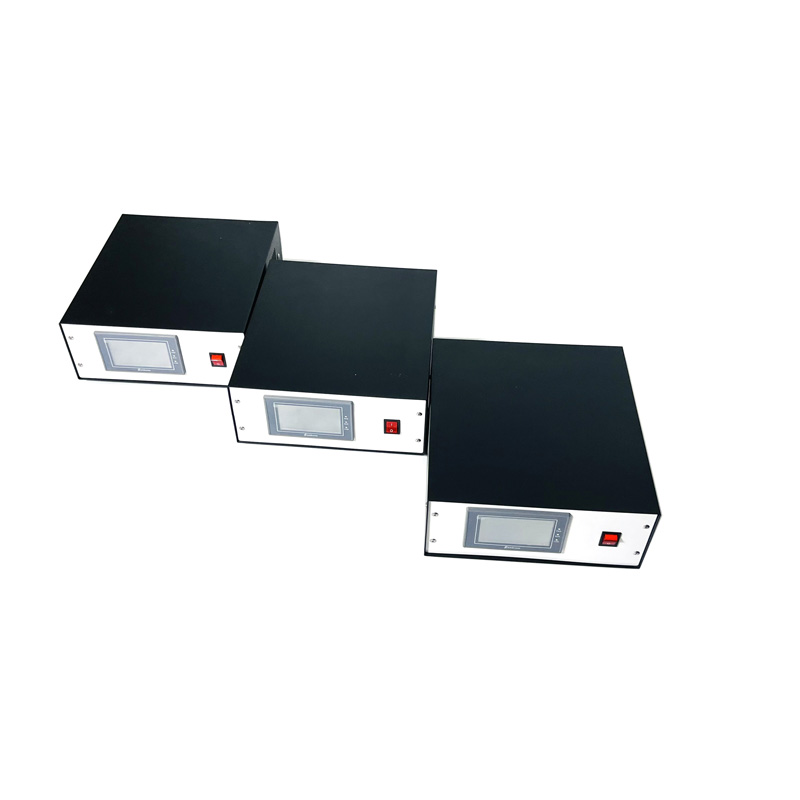
漆包線點焊機原理比較:
深圳斯特漆包線點焊機原理:
點焊機配備中頻逆變直流焊接電源,精密加壓頭和專用焊接頭(耐高溫、高電阻材料)。焊接頭的正極和負極壓下漆包線時,大電流在短時間內流過焊頭,焊頭瞬間產生熱能,錫瞬間熔化凝固,錫包覆在焊絲上。
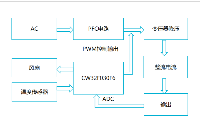
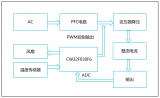
漆包線脈沖熱壓(脈沖電流加熱)原理:
1.漆包線焊接脈沖電源的加熱方式是利用脈沖電流流過鉬、鈦等高電阻材料時產生的焦耳熱對焊接進行加 接熱點偶,產生的啟動功率實時反饋到控制電源,以保證設定溫度的正確性。
2. 脈沖電流加熱裝置為瞬時加熱模式,僅在需要熔化焊料時才能通電。
3.當電流通過金屬焊接嘴時,會產生熱量使焊料熔化。焊料熔化后,停止通電和冷卻。通過加壓直至焊料凝結 高可靠性焊接。
漆包線焊機優點比較:
漆包線點焊機的優點
更快的效率。放電時間通常是幾毫秒-幾十毫秒。適應生產效率高的要求。
適用于各種焊點(焊盤)。焊點(焊盤)可以不加錫。
它能準確控制電極電流或電壓,但不能控制電極溫度。
漆包線脈沖熱壓機(脈沖電流加熱)的優點:
1.可準確控制焊條(焊頭)溫度±2度,避免焊接產品燒傷;
2.焊盤(焊點)需要鍍錫層(或印刷錫層)。漆包線能更好地被錫覆蓋,達到較大的拉拔力,漆包線變形也小。
3.與漆包線點焊機相比,效率慢,加熱時間0.3秒,加熱冷卻時間2秒以上
審核編輯:符乾江





































 工商網監
工商網監
評論