 電子發燒友App
電子發燒友App


摘要:
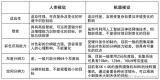
摘要: 為解決散熱器釬焊缺陷在工業檢測過程中效率低、差錯率高的問題,本文設計了一種基于機器視覺的缺陷檢測系統。針對釬焊環節產生的焊縫和阻塞這兩種缺陷,通過設計的內外雙光源照射模塊分別對其打光得到各自的原始圖像;其次采用灰度處理、濾波除燥等算法進行預處理;最后采用區域生長算子和設計的雙閾值篩選算法分別得到了圖像的焊縫和阻塞缺陷。實驗表明,本系統檢測效率比傳統人工檢測效率提高了6倍,準確率在97%以上。
1. 引言
散熱器是汽車冷卻系統的重要部件之一,其各部件一般采用鋁合金材料,通過釬焊爐高溫釬焊而成。但在整體成型的釬焊過程中散熱器容易出現焊縫泄漏 [1] 和阻塞缺陷,這兩種缺陷嚴重降低了散熱器的使用性能,并且容易產生安全隱患。目前,散熱器釬焊處的缺陷檢測主要通過人工檢測的方式完成,但是隨著自動化檢測技術的發展,這種落后的檢測方式已不適應時代的發展要求。因此,實現對焊件質量的自動化檢測具有重要意義。、
目前,對釬焊、擴散式焊接質量的檢測主要還是采用超聲波檢測、X射線檢測和機器視覺 [2] 等方法。美國Cognex公司設計出了基于機器視覺的Smart View 系統,該系統在金屬表面缺陷檢測中取得了很高的識別率 [3];而Westinghous公司在鋼板釬焊表面的缺陷檢測中提供了一種新的檢測方案 [4],原理是利用不同照明光路與電荷耦合元件(charge coupled device, CCD)線陣相機相結合的方式對其進行檢測。國內方面,浙江大學的周紅明等人設計了分水嶺閾值分割法,利用機器視覺技術實現了對焊縫缺陷定位與尺寸測量 [5],從目前的研究成果可以看出,研究關注點主要集中在圖像分割提取和缺陷識別分類 [6]。
針對散熱器釬焊產生的缺陷問題,本文以機器視覺技術和圖像處理為基礎,通過設計的雙光源照射模塊、改進圖像預處理算法及閾值篩選算法實現了對汽車散熱器釬焊缺陷的自動化、高精度的檢測。
2. 系統整體方案
2.1. 檢測對象
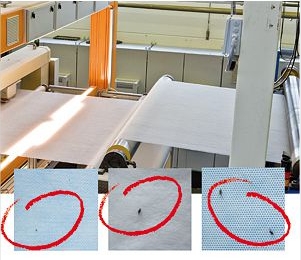
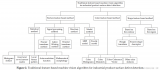
汽車散熱器主要是由散熱器芯、水管、散熱空氣葉片、上水箱及下水箱等組合而成。上水箱在散熱器上,由水管將上水箱與散熱器下水箱相連通,熱水由上而下流到下水箱時變為溫水,散熱空氣葉片則構成孔道,經風扇的抽吸使大量的冷空氣經空氣孔道,將流經水管中冷卻水的熱量吸收,再發散于大氣中。本文檢測對象為水管口四周的釬焊處,如圖1所示。
Figure 1. Brazing defects of automobile radiator
圖1. 汽車散熱器釬焊缺陷
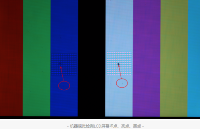
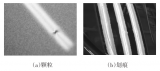
汽車散熱器的水管口四周經過釬焊而成的,其中個別管口的釬焊處會存在焊縫缺陷或阻塞缺陷。本檢測系統主要基于散熱器的這兩種缺陷進行檢測和識別,圖2為通過打光即可得到散熱器的焊縫缺陷圖,圖3為阻塞缺陷圖。
Figure 2. Radiator weld defects (lighting)
圖2. 散熱器焊縫缺陷(打光)
Figure 3. Radiator blocking defect
圖3. 散熱器阻塞缺陷
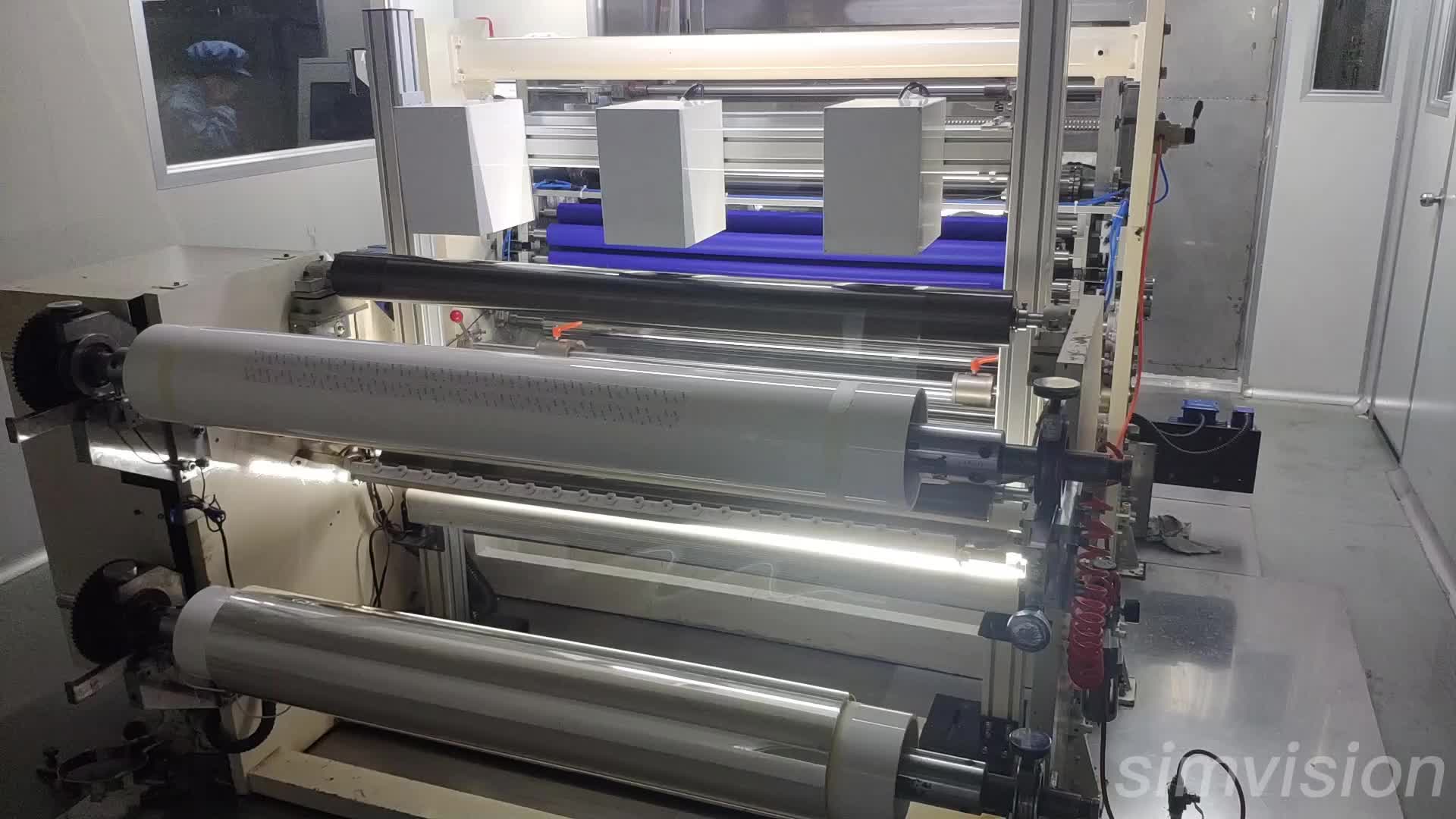
2.2. 硬件系統結構設計
本文針對散熱器釬焊缺陷設計的機器視覺檢測系統主要由硬件系統和軟件系統組成。軟件方面主要利用在VS2017平臺下開發的系統 [7],可以實現圖像采集控制、圖像處理分析 [8] [9]、PLC驅動和控制、檢測數據統計存儲、人機交互等系統功能。硬件系統包括工業相機、鏡頭、光源、圖像采集卡、計算機等。
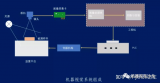
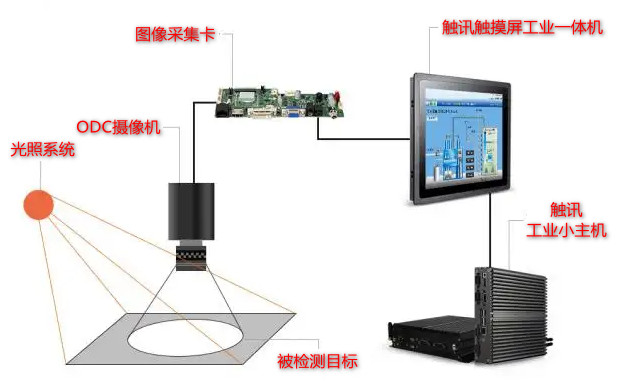
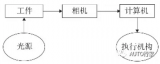
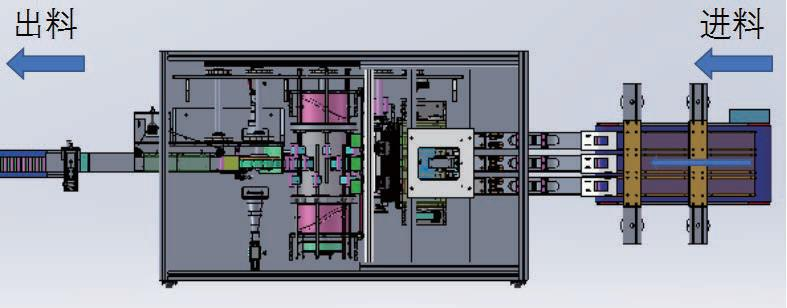
硬件系統整體結構如圖4所示。
Figure 4. Brazing defect detection system of automobile radiator based on machine vision. 1.Computer; 2. Camera; 3. Lens; 4. External Light; 5. Automotive radiator
圖4. 基于機器視覺的汽車散熱器釬焊缺陷檢測系統。1. 計算機;2. 相機;3. 鏡頭;4. 外光源;5. 內光源;6. 汽車散熱器
系統工作流程為:首先通過將散熱器放置到由伺服電機帶動的傳送帶上,當散熱器經過檢測工位時,相機給計算機發送工件到位信號。
第一階段,計算機對散熱器的焊縫缺陷進行檢測,內光源會亮起,而外光源會關閉,然后再發送采集信號觸發相機拍照。
第二階段,計算機對散熱器的阻塞缺陷進行檢測,內光源會關閉,而外光源會亮起,然后再發送采集信號觸發相機拍照。
第三階段,計算機接收到前兩各階段拍攝的圖片,并且分別對圖像進行實時處理,并將檢測結果信號反饋給計算機來顯示檢測結果。
2.3. 軟件算法設計
本檢測算法系統主要分為兩個檢測模塊,分別對焊縫缺陷以及阻塞缺陷進行檢測。該系統通過對原始圖像進行處理,提煉出其中的主要特征(輪廓、亮度等),便于計算機識別法 [10] [11]。首先,開啟內光源對汽車散熱器的釬焊處進行焊縫檢測,判斷其是否存在缺陷。然后,關閉內光源,開啟外光源,對散熱器釬焊處的阻塞缺陷進行檢測,判斷其是否存在缺陷。若兩個模塊都未檢測出缺陷,則判定為合格產品,否則即為不合格產品。本文算法流程圖如圖5所示。
Figure 5. Radiator brazing defect detection algorithm flow、
圖5. 散熱器釬焊缺陷檢測算法流程
3. 釬焊缺陷檢測流程
3.1. 焊縫缺陷檢測
3.1.1. 灰度處理
本系統的工業相機拍攝到的圖像是散熱器的三通道彩色圖像,顏色本身非常容易受到光照的影響,三通道轉為一通道后,運算量將大大減少。圖6為灰度處理后的焊縫缺陷圖像,圖7為它的灰度直方圖。
3.1.2. ROI區域提取
在對圖像采集的過程中往往會因為相機視場較大出現目標以外的場景,而目標缺陷區域只存在于散熱器釬焊處的圖像中。因此,在進行圖像處理以前,需要對散熱器釬焊圖像進行有效區域的提取。有效區域也可稱為感興趣區域(Regions of Interest簡稱ROI),去除背景無關部分,盡可能的保全散熱器釬焊處的部分。圖8為提取后的ROI圖像,圖9為ROI圖像的灰度直方圖。
Figure 6. Weld defects after gray processing
圖6. 灰度處理后的焊縫缺陷
Figure 7. The gray level of weld defects is straight、
圖7. 焊縫缺陷的灰度直方圖
Figure 8. ROI weld defects after extraction
圖8. 提取后的ROI焊縫缺陷
Figure 9. Grayscale histogram of ROI weld defect image
圖9. ROI焊縫缺陷圖像的灰度直方圖
3.1.3. 濾波算法
圖像去噪算法有很多種類,而高斯濾波是里面最常用的去噪算法之一。因為高斯濾波是一種低通濾波,所以它能有效地濾除掉圖像中出現的噪點。高斯濾波會對邊緣信息進行平滑,使圖像變得模糊,當能濾除掉圖像中噪聲信號。由于它在濾波過程中只關注了位置信息,所以會使圖像變得模糊;權重的計算方法如下式:
Figure 10. Radiator weld defects after filtering
圖10. 濾波后的散熱器焊縫缺陷
3.1.4. 焊縫缺陷提取
本文將采用區域生長算子對濾波后的圖像進行閾值化處理,將打光的焊縫提取出來。首先,需要對每一個區域指定一個種子點作為生長的起點,然后將種子點周圍領域的像素點和種子點進行對比,將具有相似性質的點合并起來繼續向外生長,直到沒有滿足條件的像素被包括進來為止。這樣一個區域的生長就完成了。
具體步驟如下:
1) 對圖像順序掃描,找到第1個還沒有歸屬的像素,設該像素為 (x0,y0)(x0,y0) ;
2) 以 (x0,y0)(x0,y0) 為中心,考慮 (x0,y0)(x0,y0) 的8鄰域像素 (x,y)(x,y),如果 (x,y)(x,y) 滿足生長準則,將 (x,y)(x,y) 與 (x0,y0)(x0,y0) 合并,同時將 (x,y)(x,y) 壓入堆棧;
3) 從堆棧中取出一個像素,把它當作(x0,y0)返回到步驟2;
4) 當堆棧為空時,返回到步驟1;
5) 重復步驟1~4直到圖像中的每個點都有歸屬時。生長結束,區域生長法分割。
提取后的散熱器焊縫缺陷圖如下圖11所示。
Figure 11. Radiator weld defects after extraction
圖11. 提取后的散熱器焊縫缺陷
3.2. 阻塞缺陷檢測
3.2.1. 圖像預處理
首先,采用上文的算法分別對原始圖像進行灰度處理、ROI區域提取,然后對其進行濾波除燥后,即可得到阻塞缺陷的預處理圖像。
本章節將采用雙邊濾波算法去除圖像中的噪點。它處理后的圖像能夠保持邊緣、降噪平滑。這是因為雙邊濾波的權重不僅考慮了像素的歐氏距離,還考慮了像素范圍域中的輻射差異,在計算中心像素的時候同時考慮到了這兩個權重。
在圖像中的平坦區域,濾波器中每個像素點的 GrGr 值相等,空間距離權重 GsGs 主導濾波效果。通過實驗我們可以看出來,在圖像的邊緣區域,邊緣信息能夠得到有效的保護。在進行歸一化后,這些權值得到了提升,因此在平坦區域內出現的噪聲點也有濾除效果。本文采用雙邊濾波,如圖12所示。
Figure 12. Blocking defects after gray processing
圖12. 灰度處理后的阻塞缺陷
本文在傳統的Canny法基礎上,對Canny算法進行改進。采用了在Canny邊緣的梯度圖像上進行二次曲面擬合,并參考Canny邊緣位置及邊緣方向進行更精確的邊緣提取。本文采用改進的Canny算法使最后的圖像邊緣達到了較高的尺寸檢測精度,如圖13所示。
Figure 13. Blocking defects after edge extraction
圖13. 邊緣提取后的阻塞缺陷
3.2.2. 阻塞缺陷提取
本文將采用雙閾值篩選算法對阻塞缺陷進行提取。首先,經過改進的Canny邊緣檢測之后,可以清晰的將散熱器釬焊處的邊緣輪廓提取出來。其次,缺陷管口的輪廓在面積和長度方面都遠遠的小于正常管口。因此,本文結合輪廓的高度和面積設計了一種新的缺陷提取算法–雙閾值篩選算法,該算法通過設置尺寸的閾值來篩選出缺陷的輪廓,算法流程圖如圖14所示。
Figure 14. Double threshold filtering algorithm flow
圖14. 雙閾值篩選算法流程
圖15即為該算法提取出的阻塞缺陷圖。
Figure 15. Curve: system result of standard experiment
圖15. 提取后的散熱器阻塞缺陷
4. 缺陷檢測結果及分析
為了判別待處理的散熱器是否為合格產品,本文對300張圖像進行實驗分析,其中87張為焊縫缺陷圖像、93張為阻塞缺陷圖像以及120張非缺陷圖像。本文采用了適合本材質的光照進行補光,并在傳統圖像算法的基礎上進行了諸多改進以達到更好的檢測效果。實驗檢測結果統計如表1所示。
| 汽車散熱器圖像 | 檢測個數 | 正確個數 | 正確率 |
| 焊縫缺陷圖像 | 87 | 87 | 100% |
| 阻塞缺陷圖像 | 93 | 91 | 97.8% |
| 非缺陷圖像 | 120 | 118 | 98.3% |
Table 1. Radiator defect detection system test data
表1. 散熱器缺陷檢測系統試驗結果數據
實驗結果表明,本算法檢驗正確率在97%以上,在缺陷檢測方面的失誤較小,尤其對焊縫缺陷的檢測尤為準確,可滿足汽車散熱器釬焊缺陷的檢測要求。
5.結論
本文針對散熱器釬焊處的焊縫和阻塞這兩類缺陷分別采用了不同圖像算法進行檢測,首先通過相機、鏡頭、光源、圖像采集卡和計算機等硬件設備搭建采集缺陷圖像,然后分別進行焊縫缺陷和阻塞缺陷兩個模塊的檢測,最后再結合兩個模塊的檢測結果對采集到的圖像進行最后的判定。文章不僅改進了相關的圖像算法,也提出了新的篩選算法來判定提取到的輪廓是否為缺陷圖像。
結果表明本檢測平臺對散熱器釬焊缺陷檢測的正確率達到97%以上,充分驗證了本系統的可靠性,滿足了對散熱器釬焊缺陷的自動化檢測要求,具有一定的實用價值。
審核編輯:湯梓紅

































 工商網監
工商網監
評論