 電子發(fā)燒友App
電子發(fā)燒友App











 創(chuàng)作
創(chuàng)作 發(fā)文章
發(fā)文章 發(fā)帖
發(fā)帖  提問
提問  發(fā)資料
發(fā)資料 發(fā)視頻
發(fā)視頻資料介紹
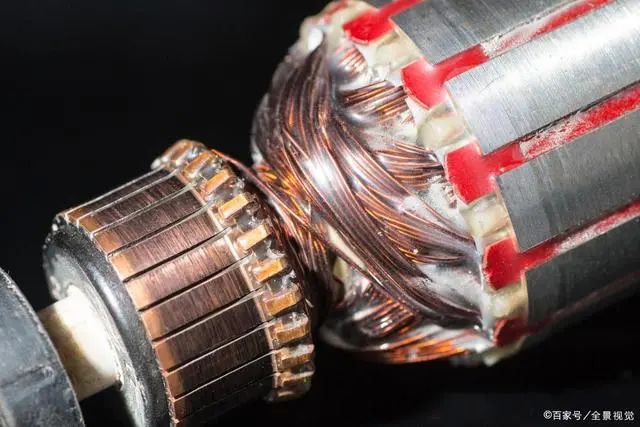
換向器本身是一個通常由銅制成的開口環(huán),該環(huán)的每一段都連接到電樞線圈的兩端。如果電樞具有多個線圈,則換向器將類似地具有多個段-每個線圈的每一端一個,彈簧刷位于換向器的每一側(cè),并在換向器旋轉(zhuǎn)時與換向器接觸,為換向器片和相應(yīng)的電樞線圈提供電壓。當(dāng)電刷經(jīng)過換向器中的間隙時,所提供的電荷會切換換向器片,從而切換電樞線圈的極性。線圈中極性的這種切換可保持電樞沿一個方向旋轉(zhuǎn)。
電刷之間的電壓幅度在零和最大值之間波動,但始終保持相同的極性。換向器是分段構(gòu)造的,這些分段彼此絕緣。當(dāng)刷子從一個片段傳遞到另一片段時,有瞬間刷子同時接觸兩個片段。這被稱為中性面,此時,感應(yīng)電壓為零。否則,電刷會使線圈的兩端短路,并由于高壓而引起火花。
換向器表面要求
為了碳刷能在換向器表面既快速又平穩(wěn)的運行,換向器的表面必須有一定的峰谷高度, 為了避免產(chǎn)生過大的摩擦系數(shù),換向器表面沿軸向測量時的峰谷高度為 6-10um時為最佳,在這個高度的前題下,車床紋數(shù)越多越好。
同時, 換向器的軸線在整個銅片長度上應(yīng)該是平穩(wěn)的運行, 如果換向器的表面太光滑, 碳刷在換向器表面運行的摩擦系數(shù)就會增大, 甚至于爬行而發(fā)出咯咯聲。在這種情況下, 換向器表面就不能形成正常的金屬氧化膜接觸層, 電火花會使換向器表面涂色不均, 從而增大碳刷的磨損。有好的一種情況是,在這種情況下?lián)Q向器有時會因為火花放電而變得粗糙起來, 持續(xù)一段時間后,碳刷最終會變成平穩(wěn)的運行。但多數(shù)會因為這種不平穩(wěn)的運行使換向器變得不圓, 碳刷會很快磨完,從而使電機(jī)短命。

換向器精車加工特點 換向器工作表面的精車加工質(zhì)量已經(jīng)成為影響有刷電機(jī)運行換向性能的關(guān)鍵,而對微特電機(jī)換向器表面精車加工的主要質(zhì)量要求有:換向器的外徑和長度尺寸符合工藝要求,外圓相對軸承擋的跳動不大于 0.006mm,外圓圓度不大于 0.003mm,片間高低差不大于 0.0015mm,表面粗糙度 Ra0.1μm ~ Ra0.8μm、 Rz0.8μm ~ Rz3.2μm,下刻槽槽口應(yīng)無飛邊或拉伸現(xiàn)象,表面紋路清晰、光滑、粗細(xì)均勻,表面無銅屑粘黏。
換向器表面加工特性
在電機(jī)行業(yè)中換向器的換向片材料主要有無氧銅(或電解銅)和銀銅合金材料兩大類。其主要成分均為銅,由于銅屬于典型的塑性材料,質(zhì)地韌軟,強度、硬度低。線膨脹系數(shù)大,加工易發(fā)熱,尺寸精度較難控制,易產(chǎn)生銅屑粘黏。且換向器工作表面加工有下刻絕緣槽,精車加工為斷續(xù)切削,在槽口邊緣易產(chǎn)生飛邊或拉伸現(xiàn)象。在切削過程中,隨刀尖的不斷切入,當(dāng)切應(yīng)力達(dá)到 并超過工件材料的屈服強度,開始發(fā)生塑性變形,形成剪切滑移 變形,而后隨著剪刀面對材料的擠壓,最終形成絲狀或帶狀切屑, 沿前刀面流出。
已加工表面受到切削刃鈍圓部分與后刀面的擠壓和摩擦,產(chǎn)生變形和回彈,造成纖維化和加工硬化。在換向器 精車加工過程中,應(yīng)選擇合適的刀具材料、刀具幾何參數(shù)及切削參數(shù),以控制切削溫升和已加工表面的變形及回彈,以保證換向器表面精車加工質(zhì)量。

換向器精車刀具選擇
PCD 刀具材料的特點 聚晶金剛石復(fù)合材料(簡稱 PCD)的主要優(yōu)點有:硬度高;耐磨性好;摩擦系數(shù)小;導(dǎo)熱系數(shù)高;熱膨脹系數(shù)低;與有色金 屬和非金屬材料間的親和力很小。其脆性大是 PCD 材料的缺點,這可以通過合理選擇刀具角度 和制訂相應(yīng)的加工工藝,以降低沖擊對它的影響。PCD 材料一般選擇淡黃色十二面體,結(jié)晶純、顆粒重不 大于 1.5 克拉的為最好。在刃磨之前應(yīng)對 PCD 材料精車定向,確定晶軸,找出刃磨方向,晶體盡量要完整,晶體頂角處不得有裂紋和裹體。
刀頭幾何形狀選擇 在車削加工過程中,車削加工后在已加工表面會留下極小部分未加工,殘留在已加工表面。當(dāng)進(jìn)給量 f 不變時,刀頭圓弧半徑 r 增大則H減小,粗糙度下降。但一味增大r,由于與精車切削深度(即切削余量)、進(jìn)給量不匹配,導(dǎo)致切削過程中對已加 工表面產(chǎn)生擠壓,以致加工表面刀紋紊亂、粗細(xì)不一致、有斷點、 不光滑。根據(jù)微特電機(jī)換向器精車加工留量和精車后的表面粗糙度要 求,精車刀尖形狀選擇 R0.1mm 較為合適。

刀具幾何角度選擇 根據(jù)換向器材料特性和微特電機(jī)換向器精車加工的余量很小等特點,故選擇較小的前角 γ=12°來保證刀具切削刃的鋒利性和較大的后角 α=14°以減少刀具后角面與換向器表面摩擦,控制切削溫度升高,導(dǎo)致切屑形成積屑瘤。
PCD 車刀刀刃非常鋒利,刃部粗糙度很低,摩擦系數(shù)小,切屑易于排出,但由于換向器為非連續(xù)的銅排表面,有下刻云母的窄槽存在,切下的銅屑呈針狀或顆狀,若不及時排出,很易飛濺或粘黏在換向器表面或刀尖上,影響換向器表面質(zhì)量。?
由于 PCD 材料的耐熱性較差,當(dāng)切削溫度超過 700℃~800℃時, 它就會碳化(形成CO2)而完全失去硬度。銀銅的塑性變形大,摩擦系數(shù)大,在切削時和刃口及刀面的摩擦大,這樣當(dāng)提高切削速度,加大吃刀量時,因切削熱猛增而破壞正常切削,這給進(jìn)一步提高產(chǎn)品質(zhì)量造成障礙,在 PCD 車刀加工過程中選用高負(fù)壓的抽風(fēng)排屑方法,用高速氣流將切屑及時吸走,同時也對換向器和刀具表面起到冷卻作用。
結(jié)論
PCD 材料有硬度 大、耐磨、表面粗糙度值低、摩擦系數(shù)小等優(yōu)點,采用此材料的刀具并選擇合適的刀具幾何角度和切削參數(shù)精車加工換向器,完全能夠保證產(chǎn)品質(zhì)量要求,避免了傳統(tǒng)精車后用鉤刀清理槽口的弊端,因而能有效改善電機(jī)換向。
來源 |?老趙說制造
- 無刷電機(jī)控制
- 有刷電機(jī)與無刷電機(jī)的區(qū)別介紹
- 三相直流無刷電機(jī)驅(qū)動器硬件原理圖 39次下載
- 詳解三相直流無刷電機(jī)驅(qū)動器硬件原理圖
- 直流電機(jī)換向和調(diào)速
- 分析 | BLDC電機(jī)換向最有效方法
- BLDC電機(jī)換向方法解析
- 無刷直流電機(jī)運行原理與基本控制方法的詳細(xì)資料說明 34次下載
- 交流永磁同步伺服電機(jī)的結(jié)構(gòu)和工作原理的介紹 48次下載
- 關(guān)于直流無刷的電機(jī)和驅(qū)動器介紹 11次下載
- BLDC電機(jī)換向的最有效方法是什么? 40次下載
- 無刷直流電機(jī)調(diào)速系統(tǒng)中的電子換向器
- 用SPMC75的MCP定時器產(chǎn)生BLDC電機(jī)控制波形
- 三相帶霍爾傳感器的BLDC電機(jī)控制
- 機(jī)械加工表面質(zhì)量
- 電子換向器與直流電機(jī)有什么區(qū)別 473次閱讀
- 直流無刷電機(jī)的控制方式有哪些 468次閱讀
- 電動機(jī)換向器內(nèi)部短路的檢修方法 4927次閱讀
- 有刷電機(jī)與無刷電機(jī)工作原理 8977次閱讀
- 電子換向器的工作原理_電子換向器作用 8910次閱讀
- 串激電機(jī)原理結(jié)構(gòu)_串激電機(jī)接線圖 4w次閱讀
- 無刷電機(jī)和有刷電機(jī)區(qū)別 然后和選擇無刷電機(jī)和有刷電機(jī) 1w次閱讀
- 什么是無刷直流電機(jī)(BLDC)以及它的應(yīng)用 5.1w次閱讀
- 解析什么是無刷直流電機(jī)(BLDC) 2.2w次閱讀
- 無刷電機(jī)怎樣增加功率 淺談無刷電機(jī)的特點 2.8w次閱讀
- 無刷直流電機(jī)構(gòu)成及工作原理詳解 15.8w次閱讀
- 換向器是什么_換向器的作用是什么(直流電機(jī)、電動汽車) 6.8w次閱讀
- 無刷直流電機(jī)的特點特性、選用選型及其應(yīng)用 9825次閱讀
- 淺析無刷直流電機(jī),無刷直流電機(jī)的工作原理及其結(jié)構(gòu)構(gòu)成 2.6w次閱讀
- 無刷直流電機(jī)的控制策略與無刷直流電機(jī)仿人智能系統(tǒng)設(shè)計 3922次閱讀

 上傳資料賺積分
上傳資料賺積分下載排行
本周
- 1TC358743XBG評估板參考手冊
- 1.36 MB | 330次下載 | 免費
- 2開關(guān)電源基礎(chǔ)知識
- 5.73 MB | 6次下載 | 免費
- 3100W短波放大電路圖
- 0.05 MB | 4次下載 | 3 積分
- 4嵌入式linux-聊天程序設(shè)計
- 0.60 MB | 3次下載 | 免費
- 5基于FPGA的光纖通信系統(tǒng)的設(shè)計與實現(xiàn)
- 0.61 MB | 2次下載 | 免費
- 651單片機(jī)窗簾控制器仿真程序
- 1.93 MB | 2次下載 | 免費
- 751單片機(jī)大棚環(huán)境控制器仿真程序
- 1.10 MB | 2次下載 | 免費
- 8基于51單片機(jī)的RGB調(diào)色燈程序仿真
- 0.86 MB | 2次下載 | 免費
本月
- 1OrCAD10.5下載OrCAD10.5中文版軟件
- 0.00 MB | 234315次下載 | 免費
- 2555集成電路應(yīng)用800例(新編版)
- 0.00 MB | 33564次下載 | 免費
- 3接口電路圖大全
- 未知 | 30323次下載 | 免費
- 4開關(guān)電源設(shè)計實例指南
- 未知 | 21549次下載 | 免費
- 5電氣工程師手冊免費下載(新編第二版pdf電子書)
- 0.00 MB | 15349次下載 | 免費
- 6數(shù)字電路基礎(chǔ)pdf(下載)
- 未知 | 13750次下載 | 免費
- 7電子制作實例集錦 下載
- 未知 | 8113次下載 | 免費
- 8《LED驅(qū)動電路設(shè)計》 溫德爾著
- 0.00 MB | 6653次下載 | 免費
總榜
- 1matlab軟件下載入口
- 未知 | 935054次下載 | 免費
- 2protel99se軟件下載(可英文版轉(zhuǎn)中文版)
- 78.1 MB | 537796次下載 | 免費
- 3MATLAB 7.1 下載 (含軟件介紹)
- 未知 | 420026次下載 | 免費
- 4OrCAD10.5下載OrCAD10.5中文版軟件
- 0.00 MB | 234315次下載 | 免費
- 5Altium DXP2002下載入口
- 未知 | 233046次下載 | 免費
- 6電路仿真軟件multisim 10.0免費下載
- 340992 | 191185次下載 | 免費
- 7十天學(xué)會AVR單片機(jī)與C語言視頻教程 下載
- 158M | 183279次下載 | 免費
- 8proe5.0野火版下載(中文版免費下載)
- 未知 | 138040次下載 | 免費





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論