 電子發(fā)燒友App
電子發(fā)燒友App


1 引言
隨著市場(chǎng)競(jìng)爭(zhēng)的日趨激烈,中國(guó)的汽車(chē)工業(yè)得到了長(zhǎng)足的發(fā)展。為了提高汽車(chē)生產(chǎn)線管理水平,制造出更多更好的汽車(chē),汽車(chē)生產(chǎn)過(guò)程中的信息采集、信息利用以及現(xiàn)場(chǎng)目標(biāo)產(chǎn)品的控制和跟蹤變得越來(lái)越重要。在傳統(tǒng)的制造生產(chǎn)中,通常是通過(guò)手工在生產(chǎn)管理文件上記錄產(chǎn)品的生產(chǎn)過(guò)程信息,然后再統(tǒng)一錄入到計(jì)算機(jī)中,無(wú)法實(shí)現(xiàn)實(shí)時(shí)的有效控制,并且信息利用率也非常低。近年來(lái)隨著芯片技術(shù)、無(wú)線技術(shù)以及計(jì)算機(jī)網(wǎng)絡(luò)技術(shù)的不斷發(fā)展,RFID技術(shù)開(kāi)始大規(guī)模地占領(lǐng)市場(chǎng),發(fā)揮著越來(lái)越重要的作用。由于RFID技術(shù)具有非接觸讀寫(xiě)、準(zhǔn)確度高、可靠性強(qiáng)、環(huán)境耐久性等優(yōu)點(diǎn)西,將RFID技術(shù)與現(xiàn)有的生產(chǎn)線管理執(zhí)行系統(tǒng)相結(jié)合,能為執(zhí)行系統(tǒng)提供快捷可靠的數(shù)據(jù)信息,有效提高汽車(chē)生產(chǎn)線的管理水平。
2 RFID技術(shù)及其應(yīng)用優(yōu)勢(shì)
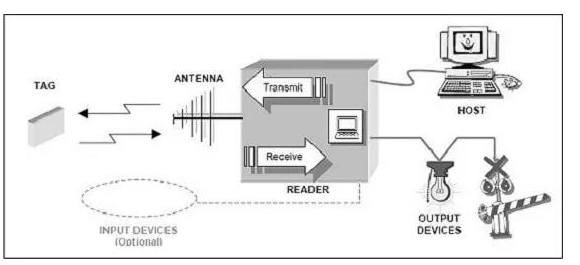
RFID(Radio Fhquency Identmcation,射頻識(shí)別)技術(shù)是一項(xiàng)利用射頻信號(hào)通過(guò)空間耦合(交變磁場(chǎng)或電磁場(chǎng))實(shí)現(xiàn)無(wú)接觸信息傳遞并通過(guò)所傳遞的信息達(dá)到識(shí)別目的的技術(shù)。—個(gè)典型的RFID系統(tǒng)主要由射頻標(biāo)簽、讀寫(xiě)器、天線和應(yīng)用軟件系統(tǒng)四部分組成。多數(shù)國(guó)內(nèi)汽車(chē)企業(yè)對(duì)于生產(chǎn)線上的信息采集是利用條形碼,但由于條形碼固有的—些缺點(diǎn),其應(yīng)用于生產(chǎn)線存在著一定的局限性:例如,條形碼所能承載的信息容量非常有限;讀取數(shù)據(jù)時(shí)必須將條碼對(duì)準(zhǔn)掃描儀才有效;如果印有條碼的橫條被撕裂、污損或脫落就無(wú)法掃描商品;在生產(chǎn)過(guò)程中需要大量的人工操作,容易出現(xiàn)漏掃或人為失誤;RFID技術(shù)是條碼技術(shù)的發(fā)展和完善,在生產(chǎn)中能夠彌補(bǔ)條碼的上述缺點(diǎn),具體表現(xiàn)在:RFID能夠滿足較大的數(shù)據(jù)記憶容量;可以實(shí)現(xiàn)無(wú)接觸無(wú)屏障地交換數(shù)據(jù),識(shí)別對(duì)象信息;射頻標(biāo)簽可以在高溫環(huán)境或粉塵環(huán)境下工作且使用壽命長(zhǎng),并可循環(huán)使用;與傳統(tǒng)的識(shí)別技術(shù)比較,無(wú)需人工操作,可實(shí)現(xiàn)完全自動(dòng)化控制。
3 RFID技術(shù)在汽車(chē)生產(chǎn)線上的需求分析
目前,大多數(shù)國(guó)內(nèi)汽車(chē)企業(yè)都采用了JIT(Just IN Time,準(zhǔn)時(shí)化)的生產(chǎn)模式,這對(duì)汽車(chē)生產(chǎn)線的現(xiàn)場(chǎng)管理和對(duì)生產(chǎn)計(jì)劃的有效執(zhí)行提出了更高的要求。由于很多汽車(chē)生產(chǎn)線上仍然采用條碼技術(shù)采集信息,車(chē)間管理者和企業(yè)高層管理人員不能夠及時(shí)、透明地了解生產(chǎn)線上的實(shí)際生產(chǎn)進(jìn)度,導(dǎo)致實(shí)際生產(chǎn)常常不能完全符合生產(chǎn)計(jì)劃的要求。尤其是在混線生產(chǎn)的生產(chǎn)線上,對(duì)于特殊的生產(chǎn)訂單,如實(shí)驗(yàn)測(cè)試車(chē)輛、用戶特殊需求車(chē)輛等,跟蹤管理不及時(shí)就很容易出現(xiàn)零部件的錯(cuò)裝、漏裝,嚴(yán)重影響車(chē)輛的一次下線合格率,導(dǎo)致生產(chǎn)計(jì)劃不能按時(shí)完成。
隨著汽車(chē)產(chǎn)品型號(hào)的急劇增加,產(chǎn)品配置越來(lái)越復(fù)雜,為了在JIT的生產(chǎn)模式下,通過(guò)信息化的手段改善生產(chǎn)線的管理水平,汽車(chē)生產(chǎn)線需要引入RFID技術(shù),具體表現(xiàn)在如下幾個(gè)方面:(1)生產(chǎn)線實(shí)時(shí)化管理的需要:RFID作為一種先進(jìn)的數(shù)據(jù)采集及識(shí)別技術(shù),能為制造執(zhí)行系統(tǒng)及時(shí)提供生產(chǎn)線的數(shù)據(jù)信息,幫助管理層及時(shí)做出相應(yīng)的計(jì)劃調(diào)整和生產(chǎn)安排,提高生產(chǎn)線的計(jì)劃執(zhí)行能力。(2)生產(chǎn)線靈活性管理的需要:利用RFID技術(shù)隨時(shí)定位生產(chǎn)線上特殊車(chē)輛的位置,并了解車(chē)輛的裝配情況和完成進(jìn)度,可以有效防止裝配錯(cuò)誤,并加快管理層處理異常事件的響應(yīng)速度。(3)生產(chǎn)線裝配標(biāo)準(zhǔn)化的需要:標(biāo)準(zhǔn)化作業(yè)是JIT管理模式的具體要求之一,運(yùn)用RFID技術(shù)能實(shí)現(xiàn)生產(chǎn)裝配過(guò)程的可視化,從而保證作業(yè)人員進(jìn)行標(biāo)準(zhǔn)化操作,提高汽車(chē)成品的一次下線合格率。(4)生產(chǎn)線物料動(dòng)態(tài)配送的需要:利用RFlD技術(shù)可以方便地采集到生產(chǎn)線上物料的實(shí)時(shí)消耗信息,零部件供應(yīng)人員就可根據(jù)現(xiàn)場(chǎng)物料的消耗進(jìn)度,實(shí)現(xiàn)及時(shí)準(zhǔn)確的備料和送料,既能保證生產(chǎn)線的供應(yīng),又能避免生產(chǎn)線在制品的大量堆積。
4 應(yīng)用于汽車(chē)生產(chǎn)線的RFID技術(shù)參數(shù)的選擇
4.1 工作頻率選擇
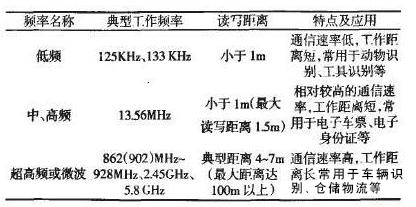
RFID系統(tǒng)的工作頻率是其最基本的技術(shù)參數(shù)之一,采用何種工作頻率應(yīng)根據(jù)各個(gè)頻率所具有的不同特性進(jìn)行分析,具體如表1所示一。與此同時(shí),汽車(chē)生產(chǎn)線的環(huán)境相對(duì)復(fù)雜,存在金屬車(chē)身、工位物料及器具、廠房立柱等物體,會(huì)產(chǎn)生電磁波屏蔽現(xiàn)象,影響到標(biāo)簽讀取的可靠性,以及考慮到生產(chǎn)線上各工序分布較長(zhǎng)、生產(chǎn)線操作為流水作業(yè)等影響因素,選擇超高頻(862(902)MHz~928MHz)作為生產(chǎn)線在線信息獲取、車(chē)輛識(shí)別跟蹤的射頻載波頻率,并選擇高頻(13.56MHz)作為線邊物料消耗信息獲取、工位物料狀態(tài)跟蹤的射頻載波頻率。
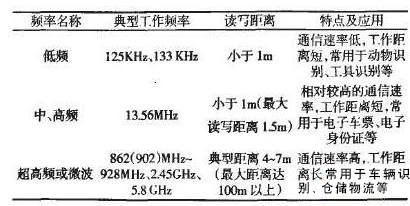
表1 不同頻率的工作特性
4.2 系統(tǒng)部件選擇
針對(duì)汽車(chē)生產(chǎn)線為流水作業(yè)、生產(chǎn)現(xiàn)場(chǎng)車(chē)輛密集的環(huán)境特點(diǎn),選擇無(wú)源被動(dòng)式標(biāo)簽。此類標(biāo)簽在有限場(chǎng)強(qiáng)范圍內(nèi)受到讀寫(xiě)器的信號(hào)激活后才能進(jìn)入工作狀態(tài),能更好的滿足流水線上車(chē)輛跟蹤管理的要求。同時(shí)為了保證電子標(biāo)簽現(xiàn)場(chǎng)工作的可靠性,應(yīng)將標(biāo)簽進(jìn)行防水防金屬的二次封裝處理。在汽車(chē)的生產(chǎn)過(guò)程中,待裝車(chē)輛均采用履帶式輸送,可在履帶兩側(cè)設(shè)置固定式超高頻系讀寫(xiě)器。該頻段讀寫(xiě)器能夠讀寫(xiě)ISO 18000-6協(xié)議標(biāo)簽,讀卡速度為平均每單字(32bit)需耗時(shí)6ms,寫(xiě)卡速度為平均每單字(32bit)耗時(shí)50ms。根據(jù)讀寫(xiě)器頻率范圍的不同,選擇的天線的形式和結(jié)構(gòu)也不相同。介于線極化天線信號(hào)覆蓋范圍相對(duì)于圓極化天線較小,在生產(chǎn)現(xiàn)場(chǎng)其信號(hào)覆蓋范圍不易與其它天線覆蓋范圍重疊,所以選擇平板型線極 化天線。最后根據(jù)生產(chǎn)現(xiàn)場(chǎng)各工序間的間隔距離,靈活確定所需架設(shè)天線的位置、方向和個(gè)數(shù),保證標(biāo)簽具備較高的識(shí)讀率。RFID的應(yīng)用軟件系統(tǒng)需要根據(jù)不同的應(yīng)用需求進(jìn)行開(kāi)發(fā),結(jié)合汽車(chē)生產(chǎn)線應(yīng)用環(huán)境,RFID的應(yīng)用軟件系統(tǒng)可與汽車(chē)企業(yè)現(xiàn)有的ERP(Enterprise Resource Planning,企業(yè)資源規(guī)劃)、MES(Manufacturing Execution System,制造執(zhí)行系統(tǒng))、LES(Logistics Execution System,物流執(zhí)行系統(tǒng))等系統(tǒng)集成,以提高生產(chǎn)線的生產(chǎn)效率。
5 RFID技術(shù)在汽車(chē)生產(chǎn)線的應(yīng)用模式分析
RFID技術(shù)在汽車(chē)生產(chǎn)線上的運(yùn)用是一項(xiàng)復(fù)雜的系統(tǒng)工程,本文結(jié)合汽車(chē)生產(chǎn)線上對(duì)RFID技術(shù)的需求分析,并參照汽車(chē)企業(yè)總裝車(chē)間的生產(chǎn)工藝流程,提出了RFID在汽車(chē)生產(chǎn)線的應(yīng)用模式,具體為四個(gè)方面:車(chē)輛隊(duì)列信息采集、車(chē)輛定位跟蹤、裝配過(guò)程可視化、生產(chǎn)線物料動(dòng)態(tài)配送,
如圖1所示。
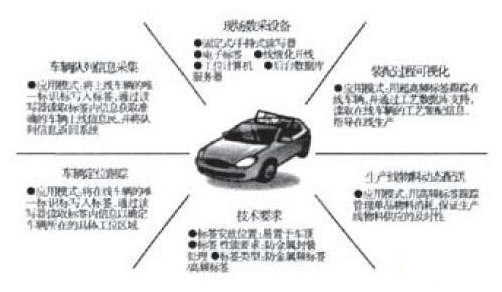
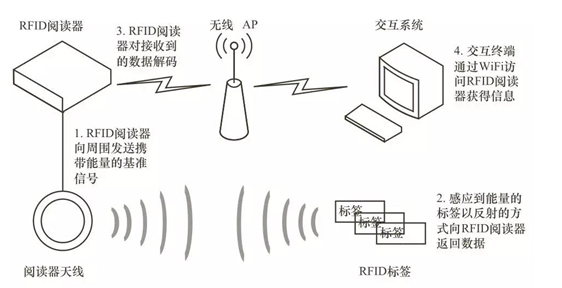
圖1 汽車(chē)生產(chǎn)線RFID應(yīng)用模式分布圖
5.1 車(chē)輛隊(duì)列信息采集
汽車(chē)總裝車(chē)間的第—個(gè)任務(wù)就是將存放于PBS(Painted Body Storage,噴涂車(chē)身緩沖區(qū))的車(chē)身按照日生產(chǎn)計(jì)劃通過(guò)吊架輸送到總裝生產(chǎn)線上。但由于PBS區(qū)輸送鏈的扭轉(zhuǎn)能力有限,有時(shí)上線車(chē)輛隊(duì)列不能完全與生產(chǎn)計(jì)劃匹配。采用RFlD進(jìn)行現(xiàn)場(chǎng)數(shù)采時(shí),可在PBS區(qū)內(nèi)將超高頻標(biāo)簽置于上線車(chē)輛頂部,并在標(biāo)簽中預(yù)先寫(xiě)入車(chē)輛的唯—標(biāo)識(shí)碼(VIN碼)。當(dāng)上線車(chē)輛隨傳送鏈途徑信息采集點(diǎn)時(shí),RFID讀寫(xiě)器讀取標(biāo)簽中的VIN碼信息,并通過(guò)無(wú)線網(wǎng)絡(luò)傳給后臺(tái)控制系統(tǒng),系統(tǒng)根據(jù)車(chē)輛的VIN碼自動(dòng)生成車(chē)輛在傳送鏈上的隊(duì)列信息,并向裝配車(chē)間顯示屏發(fā)布隊(duì)列信息。如遇緊急情況,需要將某一臨時(shí)待裝車(chē)輛插入到生產(chǎn)隊(duì)列或者從生產(chǎn)隊(duì)隊(duì)列中取消某—待裝車(chē)輛時(shí),現(xiàn)場(chǎng)操作人員可通過(guò)手持?jǐn)?shù)據(jù)終端讀取隨車(chē)標(biāo)簽中的VIN碼,并進(jìn)入系統(tǒng)進(jìn)行手工修改,以保汪生產(chǎn)隊(duì)列信息的正確性。這樣及時(shí)獲取車(chē)輛隊(duì)列信息后,能保證生產(chǎn)現(xiàn)場(chǎng)各資源的合理配置,即使是各類緊急情況也可以在較短的時(shí)間內(nèi)得出最優(yōu)的資源調(diào)度方案。
5.2 車(chē)輛定位跟蹤
對(duì)混流生產(chǎn)線而言,車(chē)輛的定位跟蹤非常重要。一般,車(chē)輛在焊裝車(chē)間就開(kāi)始跟蹤,再到WBS(White Body Storage,白車(chē)身緩沖區(qū)),通過(guò)涂裝車(chē)間,經(jīng)過(guò)PBS區(qū)重新排序,直至總裝車(chē)間下線檢驗(yàn)結(jié)束后,進(jìn)入成品庫(kù)。因此,采用RFID技術(shù)實(shí)現(xiàn)車(chē)輛定位跟蹤方案,可在各車(chē)間和各重要位置設(shè)置信息采集點(diǎn)。以總裝車(chē)間為例,可在車(chē)輛的上線點(diǎn),下線點(diǎn)以及多個(gè)重要的安裝工位設(shè)置信息采集點(diǎn):當(dāng)車(chē)輛隨輸送鏈到達(dá)上線信息采集點(diǎn)時(shí),RFID讀寫(xiě)器讀取高頻標(biāo)簽中的VIN碼信息,并通過(guò)無(wú)線網(wǎng)絡(luò)傳給ERP系統(tǒng),完成車(chē)輛的上線報(bào)工。當(dāng)車(chē)輛途經(jīng)工位信息采集點(diǎn)時(shí),讀寫(xiě)器掃描到標(biāo)簽中的VIN碼信息后通過(guò)數(shù)據(jù)庫(kù)支持,可以獲取當(dāng)前車(chē)輛所在的工位位置,從而知道該車(chē)輛的裝配進(jìn)度。通過(guò)對(duì)每個(gè)車(chē)輛裝配進(jìn)度信息的匯總,可以獲取整個(gè)裝配線的車(chē)輛裝配情況。當(dāng)車(chē)輛裝配完成到達(dá)下線信息采集點(diǎn)時(shí),讀寫(xiě)器掃描到標(biāo)簽中的VIN碼信息后通過(guò)數(shù)據(jù)庫(kù)支持,獲取車(chē)輛的發(fā)動(dòng)機(jī)號(hào),下線點(diǎn)工作人員校驗(yàn)發(fā)動(dòng)機(jī)號(hào)與vIN號(hào)匹配無(wú)誤后,完成車(chē)輛下線報(bào)工,并回收隨車(chē)附帶的超高頻標(biāo)簽,將標(biāo)簽循環(huán)使用。
5.3 裝配過(guò)程可視化
在汽車(chē)的生產(chǎn)過(guò)程中,通過(guò)RFID技術(shù)采集底層生產(chǎn)信息。可實(shí)現(xiàn)對(duì)裝配過(guò)程的可視化管理,實(shí)時(shí)向裝配人員發(fā)布必要的裝配和質(zhì)量控制信息,以輔助裝配人員完成裝配作業(yè)和在線自檢工作。根據(jù)生產(chǎn)線工藝需求,可在生產(chǎn)線上的各個(gè)裝配工位設(shè)置可視化工作站,工作站主要由RFID系統(tǒng)、工位PC(personalcomputer,工位電腦)、通信接口模塊和裝配管理信息系統(tǒng)組成。當(dāng)車(chē)輛進(jìn)入工作站的工作范圍內(nèi)時(shí),RFID讀寫(xiě)器掃描到超高頻標(biāo)簽中的VIN碼后傳輸給裝配管理信息系統(tǒng),系統(tǒng)根據(jù)唯一的VIN碼標(biāo)識(shí)獲取到本工位應(yīng)安裝部件的名稱、型號(hào)、數(shù)量等要求,并顯示在工位PC上,有效防止錯(cuò)裝和漏裝的發(fā)生。完成該工位的裝配工常后,由裝配工人在工位PC上進(jìn)行確認(rèn),將裝配信息反饋給裝配管理信息系統(tǒng)。如遇特殊情況,若是裝配失敗,需注明失敗原因,為下線返修提供依據(jù)。
5.4 生產(chǎn)線物料動(dòng)態(tài)配送
生產(chǎn)線物料的動(dòng)態(tài)配送管理是指從車(chē)間物料暫存區(qū)到線邊的物料配送,引入RFID技術(shù)后,物料配送的方式也由傳統(tǒng)的靜態(tài)轉(zhuǎn)變成動(dòng)態(tài)。但進(jìn)行物料動(dòng)態(tài)配送時(shí),必須考慮生產(chǎn)線的生產(chǎn)節(jié)拍、生產(chǎn)線的線邊審存與備料、送料所需的實(shí)際時(shí)間相匹配,才可規(guī)劃為實(shí)時(shí)動(dòng)態(tài)物料配送。暾哺所述,利用RFID技術(shù)獲取到生產(chǎn)線隊(duì)列信息,追蹤到在線車(chē)輛的生產(chǎn)進(jìn)度及生產(chǎn)狀況,由此推斷出生產(chǎn)線物料的實(shí)時(shí)消耗量和工位在制品肩希量。物料陂送到線邊前預(yù)先將物料的名稱、物料號(hào)、供應(yīng)商等信息與放置在料箱中的高頻標(biāo)簽相綁定,以便在線生產(chǎn)時(shí)及時(shí)采集對(duì)應(yīng)物料的消耗信息。在汽車(chē)生產(chǎn)線上當(dāng)車(chē)輛進(jìn)入到某裝配工位區(qū)域后,固定式讀寫(xiě)器自動(dòng)讀取到隨車(chē)超高頻標(biāo)簽中的VIN碼信息,工位PC上提示本工位的零部件裝配信息,裝配人員按照裝配信息拿取物料前,通過(guò)高頻讀寫(xiě)器掃描預(yù)置在物料箱中的高頻標(biāo)簽,將標(biāo)簽內(nèi)的物料信息傳送到動(dòng)態(tài)物料配送系統(tǒng)中,系統(tǒng)自動(dòng)消減該工位物料的線邊庫(kù)存量,當(dāng)它低于某—安全值時(shí)便發(fā)布補(bǔ)料指令,以保證生產(chǎn)線物料的正常供應(yīng)。
6 應(yīng)用實(shí)踐
基于上述RFID技術(shù)在汽車(chē)生產(chǎn)線的應(yīng)撇的研究,針對(duì)某汽車(chē)制造公司的其中—萄女轎車(chē)生產(chǎn)總裝線進(jìn)行了初期實(shí)踐。該公司的轎車(chē)生產(chǎn)總裝線是混線生產(chǎn)模式,每種車(chē)型有多種組合配置,遇到上線車(chē)輛隊(duì)列信息發(fā)布不及時(shí),時(shí)常會(huì)造成物料配送的滯后,甚至有錯(cuò)送或漏送的可能。利用RFID技術(shù)在PBS區(qū)設(shè)置RFID信息采集點(diǎn)后,通過(guò)掃描車(chē)身上預(yù)置的超高頻標(biāo)簽,系統(tǒng)就可及時(shí)地獲取并發(fā)布車(chē)輛隊(duì)列信息,為物料配送提供了準(zhǔn)確的依據(jù),同時(shí)降低了線邊庫(kù)存。
該總裝線上有—條重要的動(dòng)力總成分裝線。分裝線上需預(yù)先完成動(dòng)力總成的裝配,然后在總裝主線上將動(dòng)力總成安裝到與其對(duì)應(yīng)的車(chē)體上。以往需要對(duì)動(dòng)力總成和車(chē)體的匹配性進(jìn)行人工效驗(yàn),利用RFID后則可以自動(dòng)完成動(dòng)力總成的上線效驗(yàn),工作流程如圖2所示。RFID讀寫(xiě)器通過(guò)隨車(chē)的超高頻標(biāo)簽可自動(dòng)獲取待裝車(chē)輛的VIN號(hào)到控制系統(tǒng)文本框中,該工位操作人員只需通過(guò)手持掃描動(dòng)力總成托盤(pán)上電子標(biāo)簽時(shí)應(yīng)的VIN號(hào)到文本艇中,系統(tǒng)自動(dòng)檢測(cè)兩個(gè)VIN號(hào)是否匹配:當(dāng)兩個(gè)VIN號(hào)—致時(shí)通過(guò)上線驗(yàn)證,否則提示錯(cuò)誤。
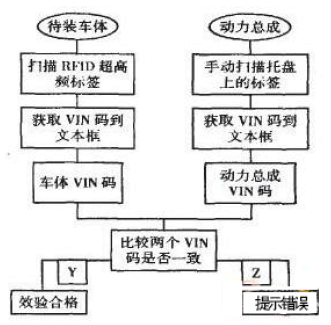
圖2 動(dòng)力總成自動(dòng)校驗(yàn)流程圖
下面以生產(chǎn)線上汽車(chē)分動(dòng)器總成為例進(jìn)行動(dòng)態(tài)物料供應(yīng)分析:總裝線的生產(chǎn)節(jié)拍為3min/車(chē),物料器具的承載量為12個(gè)/器具,線邊庫(kù)存的存儲(chǔ)量為12,從總裝物料暫存區(qū)到分動(dòng)器裝配工位的送貨時(shí)間為T(mén)送=15min/趟,則工位庫(kù)存消耗的臨界時(shí)間為T(mén)臨=12×3=36min。因?yàn)門(mén)送
7 結(jié)束語(yǔ)
隨著汽車(chē)工業(yè)大規(guī)模生產(chǎn)的發(fā)展,RFID技術(shù)的應(yīng)用正從物流供應(yīng)鏈進(jìn)入汽車(chē)制造過(guò)程的核心。如上所述,RFID技術(shù)作為自動(dòng)識(shí)別技術(shù),能夠彌補(bǔ)條碼技術(shù)的不足,滿足汽車(chē)生產(chǎn)過(guò)程中對(duì)信息準(zhǔn)確性和及時(shí)性的需要,是改善生產(chǎn)線管理模式的重要手段。據(jù)某汽車(chē)制造公司的轎車(chē)生產(chǎn)總裝線的實(shí)際運(yùn)行情況表明,RFID能夠滿足MES系統(tǒng)獲取生產(chǎn)線信息的需求,但目前的實(shí)踐還僅停留在試點(diǎn)應(yīng)用的階段,其主要目的是將RFID引入了汽車(chē)生產(chǎn)線,通過(guò)試點(diǎn)了解RFID在汽車(chē)生產(chǎn)過(guò)程中體現(xiàn)出的各方面性能特點(diǎn),并整合應(yīng)用軟件系統(tǒng),為下一步將RFID技術(shù)遍布到整個(gè)生產(chǎn)線奠定基礎(chǔ)。
責(zé)任編輯:ct











 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論