PCBA生產線的原料是印刷線路板、各種集成電路和電子元器件,通過該生產線將這些集成電路和電子元器件安放并焊接在印刷線路板上成為計算機、彩電、通信設備的主板。目前流行的SMT表面安裝技術是相對于早期的通孔插裝技術而言,它是將元器件“貼”在線路板上,而不像通孔插裝技術將元件插人線路板的通孔內進行焊接。SMT技術被譽為電子裝聯的一場革命。本文主要介紹的是pcba加工工藝,首先介紹了pcba加工工藝的流程,其次介紹了pcba加工的注意事項,具體的跟隨小編一起來了解下。
pcba加工工藝流程詳解
PCBA加工的工藝流程如圖
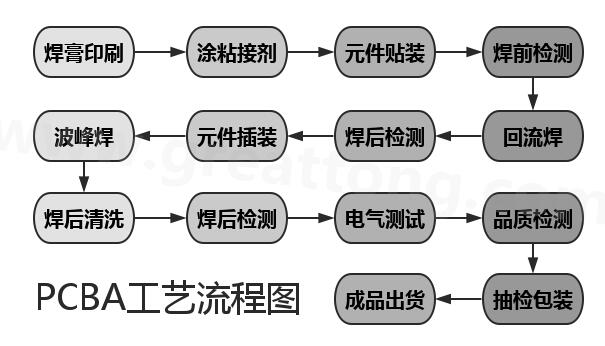
第一步:焊膏印刷
刮板沿模板表面推動焊膏前進,當焊膏到達模板的一個開孔區時,刮板施加的向下的壓力迫使焊膏穿過模板開孔區落到電路板上。
第二步:涂敷粘結劑
可選工序。采用雙面組裝的電路板為防止波峰焊時底部表面安裝元件或雙面回流焊時底部大集成電路元件熔融而掉落,需用粘結劑將元件粘住。另外,有時為防止電路板傳送時較重元器件的位置移動也需用粘結劑將其粘住。
第三步:元件貼裝
該工序是用自動化的貼裝機將表面貼裝元器件從進料器上拾取并準確地貼裝到印刷電路板上。
第四步:焊前與焊后檢查
組件在通過再流焊前需要認真檢查元件是否貼裝良好和位置有無偏移等現象。在焊接完成之后,組件進人下個工藝步驟之前,需要檢驗焊點以及其它質量缺陷。
第五步:再流焊
將元件安放在焊料上之后,用熱對流技術的流焊工藝融化焊盤上的焊料,形成元件引線和焊盤之間的機械和電氣互連。
第六步:元件插裝
對于通孔插裝元器件和某些機器無法貼裝的表面安裝元件,例如某些插裝式電解電容器、連接器、按鈕 開關和金屬端 電極元件(MELF)等,進行手工插裝或是用自動插裝設備進行元件插裝。
第七步:波峰焊
波峰焊主要用來焊接通孔插裝類元件。當電路板通過波峰上方時,焊料浸潤電路板底面漏出的引線,同時焊料被吸人電鍍插孔中,形成元件與焊盤的緊密互連。
第八步:清洗
可選工序。當焊膏里含有松香、脂類等有機成分時,它們經焊接后同大氣中的水相結合而形成的殘留物具有較強的化學腐蝕性,留在電路板上會妨礙電路連接的可靠性,因此必須徹底清洗掉這些化學物質。
第九步:維修
這是一個線外工序,目的是在于經濟地修補有缺陷的焊點或更換有疵病的元件。維修基本上可分為補焊 (Touch up)、重工(Rework)和修理 (Debug) 3種。
第十步:電氣測試
電氣測試主要包括在線測試和功能測試,在線測試檢查每個單獨的元件和測試電路的連接是否良好;功能測試則通過模擬電路的工作環境,來判斷整個電路是否能實現預定的功能。
第十一步:品質管理
品質管理包括生產線內的質量控制和送往顧客前的產品質量保證。主要是檢查缺陷產品、反饋產品的工藝控制狀況和保證產品的各項質量指標達到顧客的要求。
第十二步:包裝及抽樣檢查
最后是將組件包裝,并進行包裝后抽樣檢驗,再次確保即將送到顧客手中產品的高質量。
pcba加工工藝注意事項
一、運輸:為防止PCBA損壞,在運輸時應使用如下包裝:
1、盛放容器:防靜電周轉箱。
2、隔離材料:防靜電珍珠棉。
3、放置間距:PCB板與板之間、PCB板與箱體之間有大于10mm的距離。
4、放置高度:距周轉箱頂面有大于50mm的空間,保證周轉箱疊放時不要壓到電源,特別是有線材的電源。
二、PCBA加工洗板要求:板面應潔凈,無錫珠、元件引腳、污漬。特別是插件面的焊點處,應看不到任何焊接留下的污物。洗板時應對以下器件加以防護:線材、連接端子、繼電器、開關、聚脂電容等易腐蝕器件,且繼電器嚴禁用超聲波清洗。
三、所有元器件安裝完成后不允超出PCB板邊緣。
四、PCBA加工過爐時,由于插件元件的引腳受到錫流的沖刷,部分插件元件過爐焊接后會存在傾斜,導致元件本體超出絲印框,因此要求錫爐后的補焊人員對其進行適當修正。
1、臥式浮高功率電阻可扶正1次,扶正角度不限。
2、元件引腳直徑大于1.2mm的臥式浮高二極管(如DO-201AD封裝的二極管)或其他元件,可扶正1次,扶正角度小于45°。
3、立式電阻、立式二極管、陶瓷電容、立式保險管、壓敏電阻、熱敏電阻、半導體(TO-220、TO-92、TO-247封裝),元件本體底部浮高大于1mm的可扶正1次,扶正角度小于45°;如果元件本體底部浮高小于1mm的,須用烙鐵將焊點熔化后進行扶正,或更換新器件。
4、PCBA加工中,電解電容、錳銅絲、帶骨架或環氧板底座的電感、變壓器,原則上不允許扶正,要求一次焊好,如有傾斜則要求用烙鐵將焊點熔化后進行扶正,或更換新器件