色環電阻安裝焊接方法
1.焊前準備
焊接前的準備工作主要是對烙鐵頭的預處理。應在烙鐵架的小盒內準備好松香和清潔塊(用水浸濕),烙鐵接通電源后片刻,待烙鐵頭部溫度大約達到松香的熔解溫度(約150℃)時,將烙鐵頭插入松香,使其表面涂敷上一層松香。在實際操作中,因不知何時達到松香的熔解溫度,可在接通電源后,用烙鐵頭接觸松香,待松香熔解但又未氣化前,即可脫離松香與錫絲接觸,使烙鐵頭部(大約3~5mm)表面均勻地覆蓋一層光亮的錫層,即完成烙鐵頭的預處理。在焊接過程中,若發現烙鐵頭部沾上焦化的焊劑及其他黑色殘留物時,應隨時在清潔塊上擦拭,使頭部殘留物膨松脫落溫度下降,再插入松香中,這樣可使頭部氧化錫還原,以保持光亮的覆蓋層,這對保證烙鐵頭很好地傳導熱量和焊接點的清潔是至關重要的。
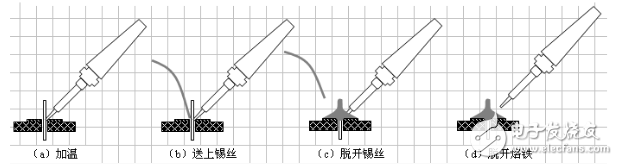
2.焊接步驟
烙鐵焊的操作動作可分解為4步,要獲得良好的焊接質量,必須嚴格地按圖1所示步驟進行。

按上述步驟進行焊接是獲得良好焊點的關鍵之一。在實際生產中,最容易出現的一種違反操作步驟的做法是烙鐵頭不是先與被焊件接觸,而是先與錫絲接觸,熔化的焊錫滴落在尚未預熱的被焊部位,這樣很容易導致虛假焊點的產生。更為嚴重的是,有的操作者用烙鐵頭沾一點焊錫帶到被焊部位,這時助焊劑已全部揮發或焦化,失去了助焊作用,焊接質量就可想而知了。因此在操作時,最重要的是烙鐵頭必須首先與被焊件接觸,先對被焊部位進行預熱,這是防止產生虛假焊(最嚴重的焊接缺陷)的有效手段。
(1)烙鐵頭與被焊件的接觸方式
被焊件通過與烙鐵頭接觸獲得焊接所需要的溫度,所以接觸要掌握下列要領:
①接觸位置:烙鐵頭應同時接觸需要互相連接的2個被焊件(如引線和焊盤),烙鐵一般傾斜45°,如圖2所示,應避免只與其中1個被焊件接觸。當2個被焊件熱容量懸殊時,應適當調整烙鐵傾角,使熱容量較大的被焊件與烙鐵頭的接觸面積增大,熱傳導得到加強。2個被焊件能在相同的時間內被加熱到相同的溫度,被視為加熱理想狀態。
②接觸壓力:烙鐵頭與被焊件接觸時應略施壓力,熱傳導強弱與施加壓力大小成正比,但以對被焊件表面不造成損傷為原則。
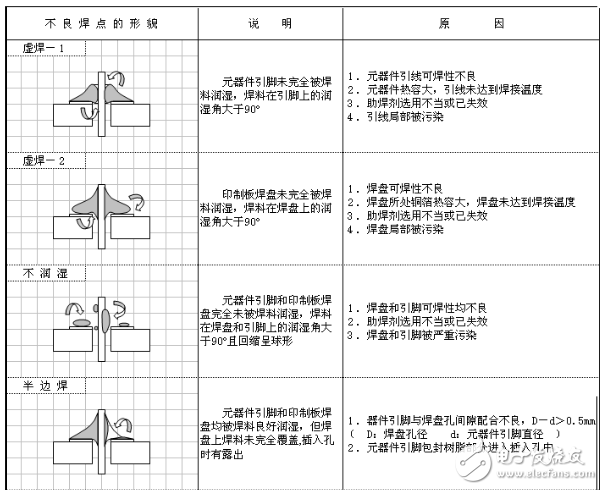
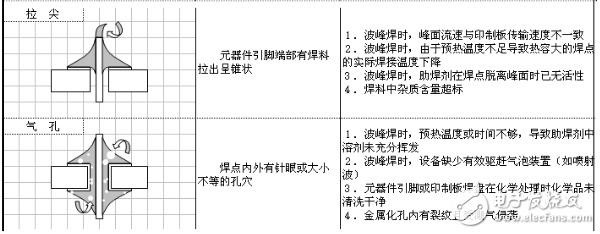
不良焊點的判斷及形成原因
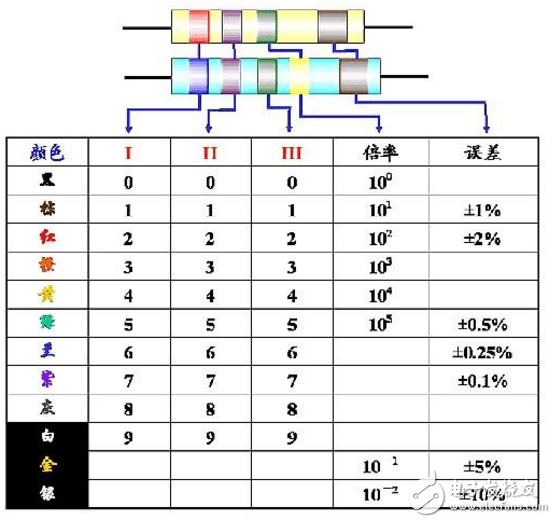
如何讀取4、5色環電阻
顏色:黑棕紅橙黃綠藍紫灰白
代碼:0123456789
第一、二、三環表示有效值
第四環為倍數,第五環為電阻精度誤差(依顏色)
例如:
紅棕紅棕棕阻值為212=2.12KΩ±1%
紫藍棕棕棕阻值為761×101Ω=7.61KΩ±1%
如何識別第一環首先看色環電阻兩頭色環的顏色,若一頭不為棕色,則該顏色為第一個色環。若兩頭都為棕色,則距其它色環較遠的那一環(棕色)為第五環。