數控機床主軸是數控機床的重要組成部分,它的性能直接影響到數控機床的加工精度和加工效率。本文將詳細介紹數控機床主軸的結構、性能指標、品牌選型以及維護保養等方面的知識,以便更好地了解和掌握數控機床主軸的相關知識。
2023-10-23 14:24:43 161
161 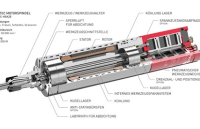
測頭是一種安裝在數控機床上的測量設備。一般安裝在數控車床、加工中心、數控磨床等數控機床上。在加工過程中,不需要人為干預就可以直接對刀具或工件的尺寸和位置進行測量,然后根據測量結果自動修正工件或刀具
2023-06-29 14:12:13382 
機床測頭一般安裝在數控車床、加工中心、數控磨床等數控機床上。它是機床加工中的重要輔助裝置,在加工循環中不需人為介入,就能直接對刀具或工件的尺寸及位置進行測量,并根據測量結果自動修正工件或刀具的偏置量
2023-06-19 14:15:05
電子發燒友網站提供《數控機床開源項目.zip》資料免費下載
2023-06-16 10:47:24 0
0 機床測頭是一種配置在數控機床上的測量設備。一般安裝在數控車床、加工中心、數控磨床等數控機床上。它在加工循環中不需人為介入,就能直接對刀具或工件的尺寸及位置進行測量,并根據測量結果自動修正工件或刀具
2023-06-14 14:14:41
數控機床是什么工作 數控車床是使用較為廣泛的數控機床之一。它主要用于軸類零件或盤類零件的內外圓柱面、任意錐角的內外圓錐面、復雜回轉內外曲面和圓柱、圓錐螺紋等切削加工,并能進行切槽、鉆孔、擴孔、鉸孔
2023-05-09 15:16:321126 數控機床的工作原理 數控機床是一種高精度、高效率的機械加工設備,它是利用數字化控制技術來控制機床運動和工作過程的機床。相比于傳統的機床,數控機床具有更高的加工精度、更快的加工速度和更強的自動化程度
2023-05-09 15:14:501120 為了充分發揮數控機床的作用,減少故障的發生,延長機床的平均無故障時間。數控機床的編程、操作和維修人員必須經過專門的技術培訓,要有機械加工工藝、液壓、測量、自動控制等方面的知識,這樣才能全面了解和掌握
2023-04-26 15:56:472293 數控機床的發展趨勢 數控機床是應用計算機數控技術,對機床進行控制和管理的一種現代化機床,其廣泛應用于汽車、航空航天、機械制造等領域。隨著科技的不斷進步和市場需求的不斷增加,數控機床的技術也在不斷創新
2023-04-26 14:24:402131 實現數控機床的在機檢測時,先要生成檢測主程序,將檢測主程序由通信接口傳輸給數控機床,機床測頭在一定的距離范圍內以一定的速度和一定大小的力與工件接觸,接觸時接觸點的位置在機床坐標系中的坐標值立刻被記憶
2023-04-23 16:02:11
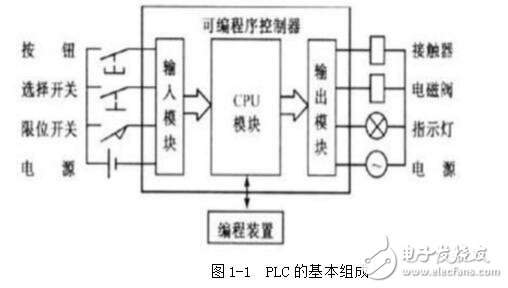
根據PLC、CNC和數控機床的關系,可將PLC分為內裝型PLC和獨立型PLC兩類。
1、內裝型PLC 內裝型PLC從屬于CNC裝置,PLC與CNC間的信號傳送在CNC裝置內部實現。PLC與數控機床之間的信號傳送則通過CNC輸入 /輸出接口電路實現,如圖1所示。
2023-04-19 11:27:510 數控機床是工業生產中必不可少的自動化設備。導軌作為數控機床中重要的傳動配件,我們要如何確定導軌的選用呢?
2023-02-14 17:04:20277 
電子發燒友網站提供《數控機床開源分享.zip》資料免費下載
2022-10-27 09:30:281 CNC參數是數控機床的靈魂,數控機床軟硬件功能的正常發揮是通過參數來“溝通”的,機床的制造精度和維修后的精度恢復也需要通過參數來調整,所以,如果沒有參數,數控機床就等于是一堆廢鐵,如果CNC參數全部丟失,將導致數控機床癱瘓。
2022-10-11 16:09:352441 由于高精度、高速度、高效率及安全可靠的特點,在制造業技術設備更新中,數控機床正迅速地在企業得到普及。數控機床是一種裝有程序控制系統的自動化機床,能夠根據已編好的程序,使機床動作并加工零件。它綜合了機械、自動化、計算機、測量、微電子等最新技術,使用了多種傳感器。
2022-07-26 09:13:54878 數控機床一般由下列幾個部分組成:主機,他是數控機床的主題,包括機床身、立柱、主軸、進給機構等機械部件。他是用于完成各種切削加工的機械部件。
2022-07-15 11:11:596256 在內外熱源的影響下,機床各部件將發生不同程度的熱變形,使工件與刀具之間的相對運動關系遭到破環,也是機床季度下降。對于數控機床來說,因為全部加工過程是計算的指令控制的,熱變形的影響就更為嚴重。為了減少熱變形,在數控機床結構中通常采用以下措施。
2022-05-21 15:35:472817 ................................................................................................................. 91.3.3 數控機床在先進制造技術中的作用
2008-06-18 10:49:58
數控機床的應用越來越廣泛,相關數控機床技術方面文章本也很多,但對如何正確使用數控機床、如何對其進行有效
2021-03-26 10:42:152288 數控技術相關功能的軟、硬件模塊的有機集成系統,是數控機床中的數控單元,是數控技術的載體,在數控機床中,操作與監控全部在數控單元中完成,它是數控機床的大腦。 數控機床行業發展背景 數控機床可以較好地解決復雜、精密
2021-01-05 14:55:22833 
其實,現在數控技能對于數控機床是密不行分的。數控機床,簡略含義上來了解,就是在機床上加上數控體系。當然,數控機床并不單單僅僅加個數控體系就好了。數控技能是當前機械加工職業運用的最先進的加工設備,它
2020-12-02 11:47:313317 數控機床是高精度自動化裝備,價格昂貴,為了保證機床長期安全平穩運行,發揮更大效益,需要注重數控機床的維護保養方法和易出現的故障及排除方法。
2020-09-11 10:08:042572 數控機床的作業進程如下: (1)數控體系通過輸入/輸出設備來預讀取數控程序,并將數控程序中的指令代碼進行二進制代碼改換,并存人數控設備。 (2)數控機床中除有軌道及定位操控功用外,還要有機床的邏輯
2020-04-04 16:02:002463 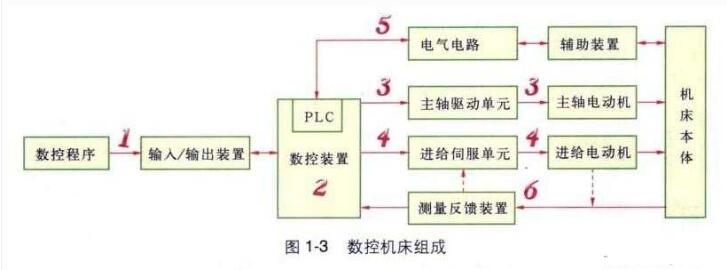
在診斷故障的過程中,可將PLC程序作為重點內容,將其與數控機床聯系在一起,在實際檢測與診斷期間,根據數控機床結構的特點與相關功能,對動作文本與報警文本進行編制,以此實現監控工作。如果數控機床出現異常狀況,就會發出警報,可以將其作為維修信息與依據,保證數控機床結構的維修效果。
2019-09-13 16:36:001609 在數控機床中,許多功能是由可編程邏輯控制器(PLC,簡稱可編程控制器)來進行控制的。
2019-07-02 17:53:047862 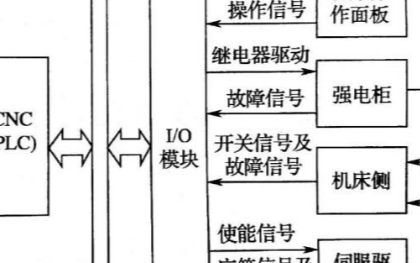
數控機床是數字控制機床的簡稱,是一種裝有程序控制系統的自動化機床。該控制系統能夠邏輯地處理具有控制編碼或其他符號指令規定的程序,并將其譯碼,用代碼化的數字表示,通過信息載體輸入數控裝置。經運算處理由數控裝置發出各種控制信號,控制機床的動作,按圖紙要求的形狀和尺寸,自動地將零件加工出來。
2019-05-30 15:51:093385 數控機床是一種利用信息處理技術進行自動加工控制的機電一體化加工裝備。不同數控機床的用途有所不同,其中數控車床是國內使用量zui大、覆蓋面最廣的一種數控機床。
2019-05-30 15:37:5711706 數控機床機器人和數控機床機械手有區別嗎?其實,嚴格來說,數控機床機器人和數控機床機械手是有區別的,一個是機械手,一個是機器人,數量機床機器人包含數控機床機械手,數控機床機械手可以稱之為桁架機械手,造型比較笨重,成本相對于比較少,數控機床機器人是工業機器人的一種
2019-02-13 13:28:242391 1958年,北京第一機床廠與清華大學合作,試制出中國第一臺數控機床——X53K1三坐標數控機床。這臺數控機床的誕生,填補了中國在數控機床領域的空白。
2018-09-07 16:23:002103 由于高精度、高速度、高效率及安全可靠的特點,數控系統在裝備制造業中的應用越來越廣泛,數控機床是一種裝有程序控制系統的自動化機床,能夠根據已編好的程序,使機床動作并加工零件。
2018-06-26 14:17:386205 數控機床是數字控制機床,是一種裝有程序控制系統的自動化機床。根據數控機床的性能、檔次的不同,數控機床產品可分為高檔數控機床、中檔數控機床、低檔數控機床。
2018-05-11 16:29:0016620 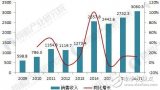
,柔性夾具都能夠進行有效的應用。但是在實際的應用過程中,柔性夾具在數控機床中的應用更加的明顯,同時起到的作用也非常的突出。因此我國的數控機床在發展的過程中,柔性夾具是一個非常有前景的發展方向。 在我國機械加工行
2018-01-26 13:48:240 產廠家設計的操作面板也不盡相同,但操作面板中各種旋鈕、按鈕和鍵盤的基本功能與使用方法基本相同。本詞條“操作鍵字譯”以選用FANUC系統和廣數系統為例,簡單介紹了數控機床的操作面板上各個按鍵的基本功能與使用方法。
2018-01-17 18:19:3442454 
機床是先進制造技術和制造信息集成的重要元素,是發展機器制造業以至整個工業必不可少的復雜生產工具。數控機床就是在數字控制下,能在尺寸精度和幾何精度兩方面完成毛坯零件加工成所需要形狀的工作母機的總稱。
2018-01-17 15:33:4331718 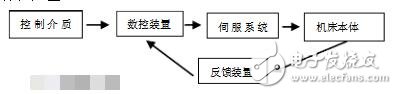
可編程控制器是以微處理器為核心,綜合計算機技術、自動控制技術和通信技術發展起來的一種新型工業自動控制裝置。經過三十多年的發展,在工業生產中獲得極其廣泛的應用。在數控機床上,PLC也已成為一種應用最多
2017-10-19 09:43:14431 數控機床結構
2017-09-18 09:09:478 實用數控機床技術手冊
2017-09-18 09:04:2429 由于高精度、高速度、高效率及安全可靠的特點,在制造業技術設備更新中,數控機床正迅速地在企業得到普及。數控機床是一種裝有程序控制系統的自動化機床,能夠根據已編好的程序,使機床動作并加工零件。它綜合了
2017-01-11 09:21:17978 本文介紹的是各種各樣的傳感器在數控機床上的應用。數控機床是一種裝有程序控制系統的自動化機床,能夠根據已編好的程序,使機床動作并加工零件。
2011-06-06 18:16:551503 
在數控機床的閉環系統中,檢測裝置是保證機床工作精度和效率的關鍵,用于數控機床的檢測裝置除了應滿足對傳感器的一般要求之外,還應滿足下列要求: ① 工作可靠。抗于擾能力
2011-04-19 16:16:50104 一.準備功能字G 準備功能字是使數控機床建立起某
2010-09-28 16:14:3350 摘要:本文介紹了易驅變頻器在數控機床上的應用,討論了數控機床的控制系統和功能要求及易驅ED3800系列變頻器的在數控機床上的優越性能。
關鍵詞:EASY DRIVE
2010-09-20 21:52:271221 本章介紹了數控技術的一些概念以及數控機床的特點、工作原理及組成,同時也介紹了數控機床的分類方法,最后簡要介紹了數控技術和數控機床的發展、技術水平。
2010-07-07 12:09:1127 數控機床基本概念
1.1.1 數控技術與數控
數控技術,簡稱數控(Numerical Control—NC),是利用數
2010-02-24 15:33:4913681 
數控機床視頻教程
講授教師 講授課題 在線觀看 下載觀看
許德章 數控機床 單擊觀看 右鍵下載
劉有余 數控機床 單擊觀看 右鍵下載
裴九芳 數控機床
2010-02-24 14:37:38104 1. 數控機床的組成、特點及分類(1)數控機床的組成(2)數控機床的特點(3)數控機床的分類a)按加工用途分類b)按機械加工的運動軌跡分類c)按伺服系統的控制原理分類
2010-02-24 10:02:0843 數控機床的組成和分類:一. 數控機床的組成 數控機床一般由輸入輸出設備、數控裝置、伺服系統、測量反饋裝置和機床本體組成。1. 輸入輸出設備2. 數控裝
2010-02-24 09:59:06114 數控機床電子教案,數控機床電子教程:數控機床精品課程:緒論,數控編程基礎,數控機床操作實驗,數控加工編程,數控車床加工實驗,數控銑床加工實驗,計算機數控裝置,數控插補控制原
2010-02-24 09:55:12277 數控機床報警的故障維修分析
故障現象:一臺配套OKUMA OSP700,型號為XHAD765的數控機床,早上
2009-10-17 14:11:041501 PSO算法在數控機床交流伺服系統PID參數優化中的應用:針對發展高精度數控機床的要求,在數控機床交流伺服控制系統中,本文提出了一種新的永磁同步電機控制策略,即利用粒子
2009-10-12 18:22:5315 數控機床的結構要求
機床本體是數控機床的主體部分。來自于數控裝置的各種運動和動作指令,都必須由機床本體轉換成真實的、準
2009-08-21 11:32:543811 數控機床維護與保養的基本要求
一、提高操作人員的綜合素質
數控機床的使用比使用普通機床的難度要
2009-08-21 11:31:583771 PSO算法在數控機床交流伺服系統PID參數優化中的應用:摘要:針對發展高精度數控機床的要求,在數控機床交流伺服控制系統中,本文提出了一種新的永磁同步電機控制策略,即利
2009-05-16 15:29:4927 基于RBAC的數控機床信息集成系統:摘要:提出在數控機床信息集成系統中運用基于角色的訪問控制技術,實現權限的清晰分明和最小化原則,防止權限濫用。有效地解決了數控機床
2009-05-16 15:00:4623 數控機床原理與系統緒論插補與刀補計算原理CNC系統結構及控制方法檢測裝置數控機床的伺服驅動系統數控機床的故障診斷
2009-05-09 07:56:19153 數控機床的故障規律
與一般設備相同,數控機床的故障率隨時間變化的規律可用圖6—1所示的浴盆曲線表示。在整個使用壽命期,根據
2009-05-07 00:20:332011 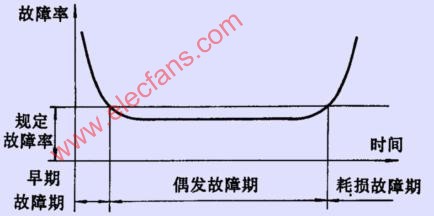
數控機床的故障診斷
數控機床是個復雜的系統,一臺數控機床既有機械裝置、液壓系統,又有電氣控制部分和軟件程序等。組成數控
2009-05-07 00:19:34629 數控機床伺服驅動系統的基本組成
數控機床伺服驅動系統的基本組成如圖5-1所示。數控機床的伺服驅動系統按有無反饋檢測單元分為
2009-05-06 23:32:034896 
數控機床的坐標和運動方向的規定
在數控機床中,機床直線運動的坐標軸X,Y,Z按照ISO和我國的JB3051—82標準,規定成右手直角笛卡
2009-05-06 22:01:047612 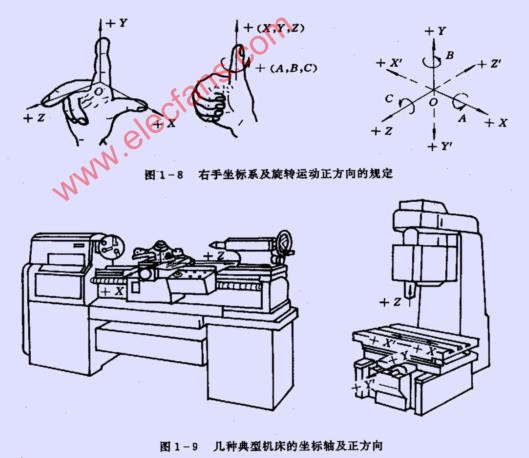
數控機床的工作過程
數控機床的工作原理
圖1 數控機
2009-05-06 21:52:004199 
數控機床的工作原理
圖1 數控機床的工作原理
2009-05-06 21:47:397801 
數控機床的基本組成、組成部分
數控機床一般由控制介質、數控裝置、伺服系統和機床本體組成。圖1—2的實線所示為開環控制的數控機床框圖。
2009-05-06 21:38:3121186 數控機床的種類
目前,數控機床品種已經基本齊全,規格繁多,據不完全統計已有400多個品種規格。可以按照多
2009-05-06 21:37:456395 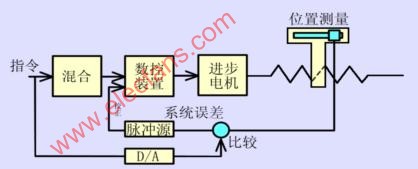
數控機床的組成 數控機床一般由控制介質、數控裝置、伺服系統和機床本體組成。圖1—2的實線所示為開環控制的數控機床框圖。
2009-05-06 18:18:211923 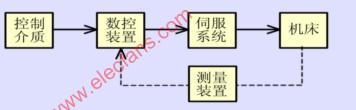
何謂數控機床
數控機床(Numerical Control Machine Tools)是指采用數字形式信息控制的機床。詳言之,凡是用數字化的代碼將零件加工過程
2009-05-06 18:09:234761 數控機床緒論:插補與刀補計算原理 插補與刀補計算原理CNC CNC系統結構及控制方法 系統結構及控制方法檢測裝置 檢測裝置數控機床的伺服驅動系統 數控機床的伺服驅動系
2009-04-30 09:35:1237 ⒈ 什么是數控?什么是數控機床?什么是數控系統?⒉ 數控系統主要由那幾部分組成?⒊ 簡述CNC系統的工作流程⒋ CNC機床有哪些特點?⒌ 數控機床按伺服系統的控制
2009-02-16 00:23:0527 本章主要介紹數控技術、數控機床的基本概念、體系結構、工作原理及分類;數控機床的應用范圍及發展動向。自從20世紀中葉數控技術創立以來,它給 機械制造業帶來了革命
2009-02-16 00:18:3125 數控機床的保養與維修 6.1 概述 6.2 數控機床的保養 6.3 數控機床的故障診斷與維修 6.4 數控機床的故障分析與維修實例
2008-12-31 00:31:57119 數控機床的機械結構 5.1 概述 5.2 數控機床的主傳動系統 5.3 數控機床的進給傳動系統 5.4 自動換刀裝置 5.5 數控機床的主要輔助裝置 5.6 數
2008-12-31 00:28:3899 cnc數控機床課件共6章,包括緒論、數控加工工藝分析與程序編制、計算機數控系統、數控機床伺服系統、數控機床機械機構、數控機床的保養與維修。每章均有一定數量的思考題
2008-12-31 00:25:19693 數控機床的發展與作用
2008-12-30 23:56:321068 
數控機床的分類
數控機床種類很多。規格不一,們不同的角對其進行了分類。
分別有機械運動軌跡分類,按
2008-12-30 23:51:501030 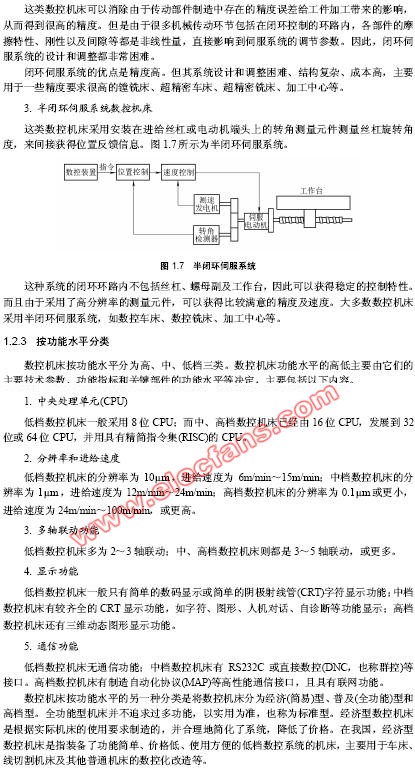
數控機床的主要技術參數
2008-12-30 23:46:483516 
數控機床ppt
數
2008-12-30 23:44:181950 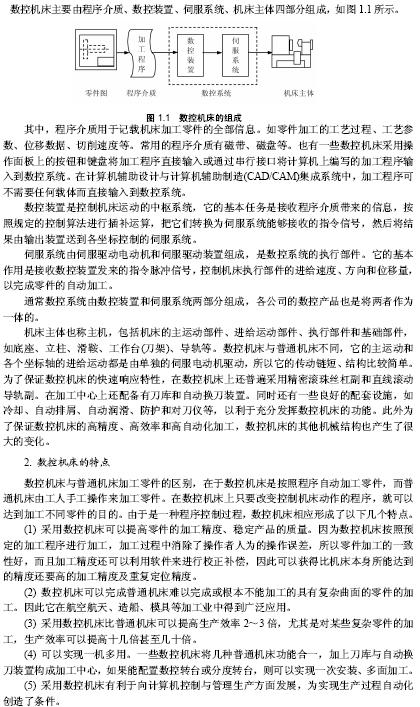
數控機床的英文:Numerical Control 簡稱NC。
數控機床的定義
2008-12-30 23:42:565859 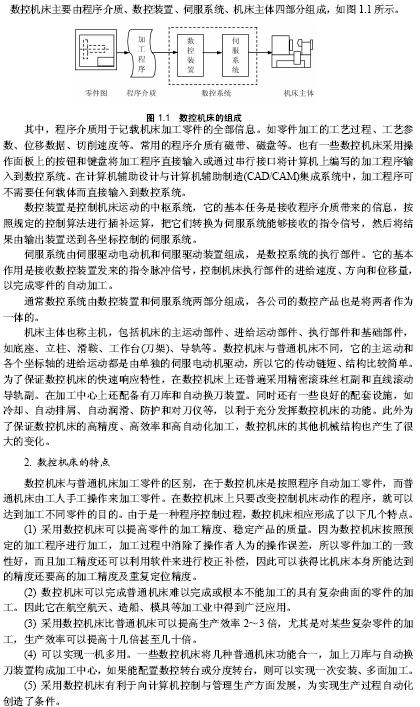
什么是數控機床
數控機床是數字控制機床的簡稱,是一種裝有程序控制系
2008-12-30 23:38:325990 
此數控機床課件非常的詳細,有認識數控機床,數控鏜銑削加工工藝分析,數控車床基本操作實圳,螺紋的編程
2008-09-05 02:03:10157 第3章 數控機床控制系統3.1 數 控 系 統 概 述3.2 機床常用數控系統3.3 數控機床PMC3.4 數控機床的強電控制系統 3.5 數控機床故障的判定
2008-09-02 00:12:1193 數控機床的維護概述延長元器件的壽命和零部件的磨損周期,預防各種故障,提高數控機床的平均無故障工作時間和使用壽命 。數控機床使用中應注意的問題1.數控機床的
2008-09-02 00:11:1912 第7章 數控機床的安裝、調試與驗收7.1 數控機床的安裝與調試7.2 數控機床的驗收 7.1 數控機床的安裝與調試7.1.1 數控機床的初就位和組裝1.基礎施
2008-09-02 00:01:260 第5章 數控機床刀具和刀庫5.1 數控機床刀具和刀庫概述5.2 數控機床常用刀具及工具系統5.3 刀具測量與調整5.4 數 控 車 床 刀 架5.5 加 工 中
2008-09-01 23:58:328 第4章 數控機床伺服系統4.1 數控機床伺服系統概述4.2 直 流 伺 服 系 統 4.3 交 流 伺 服 系 統4.4 位 置 檢 測 裝 置4.1 數控機床伺服系統概述
2008-09-01 23:57:103 第 1 章 概 述1.1 數控機床的發展和特點1.2 數控機床的組成與工作原理1.3 數控機床的常見類型1.1 數控機床的發展和特點 制造
2008-09-01 23:56:10462
 電子發燒友App
電子發燒友App









 工商網監
工商網監
評論