 電子發(fā)燒友App
電子發(fā)燒友App


PLC介紹
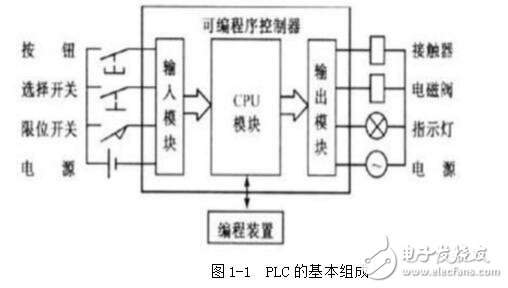
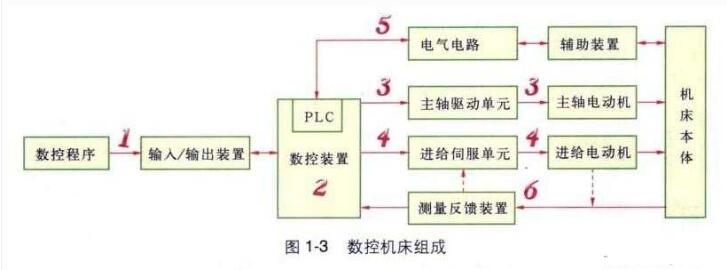
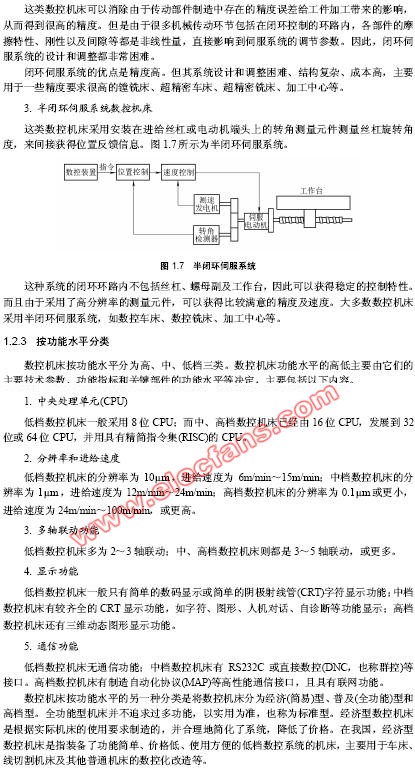
PLC是一種專門為在工業(yè)環(huán)境下應用而設(shè)計的數(shù)字運算操作的電子裝置。它采用可以編制程序的存儲器,用來在其內(nèi)部存儲執(zhí)行邏輯運算、順序運算和算術(shù)運算等操作的指令,并能通過數(shù)字式或模擬式的輸入和輸出,控制各種類型的機械或生產(chǎn)過程。PLC主要有CPU模塊、輸入模塊、輸出模塊和編程器組成,如圖所示。有的PLC還可以配備特殊功能模塊,用來完成對操作面板、機床外部開關(guān)輸入信號、輸出信號等的控制功能
1、CPU模塊
CPU的模塊主要由微處理器(CPU芯片)和存儲器組成。在PLC控制系統(tǒng)中,CPU模塊相當于人的大腦,他不斷采集輸入信號,執(zhí)行用戶程序,刷新系統(tǒng)的輸出;存續(xù)乎其用來儲存程序和數(shù)據(jù)。
2、I/O模塊
輸入(Input)模塊和輸出(Output)模塊簡稱I/O模塊,他們相當于系統(tǒng)的眼、耳、手、腳,是聯(lián)系外部現(xiàn)場設(shè)備和CPU模塊的橋梁。
輸入模塊用來接収和采集輸入信號,開關(guān)量輸入模塊用來接収從按鈕、選擇開關(guān)、數(shù)字撥碼開關(guān)、限位開關(guān)、接近開關(guān)、光電開關(guān)、壓力繼電器等過來的開關(guān)量輸入信號;模擬量輸入模塊用來接收電位器、測速發(fā)電機和各種變速器的連續(xù)變化的模擬量電流、電壓信號。
開關(guān)量輸出模塊用來控制接觸器、電磁閥、電磁鐵、指示燈、數(shù)字顯示裝置和報警裝置等輸出設(shè)備,模擬量輸出模塊用來控制調(diào)節(jié)閥、變頻器等執(zhí)行裝置。
CPU模塊的工作電壓一般是5V,而PLC的輸入/輸出信號電壓一般較高,如直流24V和交流220V。從外部引入的尖峰電流和干擾噪聲可能損壞CPU模塊中的元器件,或使PLC不能正常工作。在I/O模塊中用光耦合器、光電晶閘管、小型繼電器的器件來隔離PLC內(nèi)部電路和外部I/O電路,I/O模塊除了傳遞信號外,還有電平轉(zhuǎn)換與隔離的作用。
3、編程器
編程器是PLC必不可少的重要外部設(shè)備。編程器將用戶所希望的功能通過編程語言送到PLC的用戶程序存儲器中。編程器不僅能對程序進行寫入、讀出、修改,還能對PLC的工作狀態(tài)進行監(jiān)控,同時也是用戶與PLC之間進行人機對話的界面。手持編程器不能直接輸入和編輯梯形圖,只能輸入和編輯指令表程序,因此又叫指令編程器。它的體積小,價格便宜,一般用來給小型PLC編程,或者用于現(xiàn)場調(diào)試和維護。
使用編程軟件可以在計算機的屏幕上直接生成和編輯梯形圖、指令表、功能塊圖和順序功能圖程序,并可以不同編程語言的相互轉(zhuǎn)換。程序被編譯后下載到PLC ,也可以將PLC的程序上傳到計算機。程序可以存盤或打印,通過網(wǎng)絡(luò),還可以實現(xiàn)遠程編程和傳送。
4、電源
PLC一般使用220V交流電源或24V直流電源。內(nèi)部的開關(guān)電源為各模塊提供DC5V,正負12V,24V等直流電源。小型PLC一般都可以作為輸入電路和外部的電子傳感器(如接近開關(guān))提供24V直流電源,驅(qū)動PLC負載的直流電源一般由用戶提供。
PLC在數(shù)控機床中的發(fā)展方向
1、國內(nèi)外PLC的現(xiàn)狀
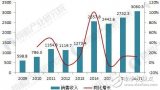
目前,全世界約有PLC生產(chǎn)廠家約200家,生產(chǎn)300多個品種。全球PLC發(fā)運件數(shù)1998年為1456萬件,1999年為1620萬件,2000年達到1778萬件。在1995年發(fā)運的PLC中,按最終用戶分:汽車占23%,糧食加工占16.4%,化學藥品占14.6%金屬、礦山占11.5%,紙漿、造紙占11.3%,其他占23.2%,PLC逐漸成為占自動化裝置及過程控制系統(tǒng)最大市場份額的產(chǎn)品。2000年P(guān)LC的銷售額在控制市場份額中超過50%。在全球PLC制造商中,世界PLC主要生產(chǎn)廠家分別是Siemens(西門子)公司、Allen-Bradley(A—B)公司、Schneider(施耐德)公司、Mitsubishi(三菱)公司、Omron(歐姆龍)公司,他們的銷售額約占全球總銷售額的三分之二。
我國的PLC生產(chǎn)目前也有一定的發(fā)展,小型PLC已批量生產(chǎn),中型PLC已有產(chǎn)品,大型PLC已經(jīng)開始研制。有的產(chǎn)品不僅供應國內(nèi)市場,而且還有出口。國內(nèi)PLC形成產(chǎn)品化的生產(chǎn)企業(yè)約30多家,但是國內(nèi)產(chǎn)品市場占有率不超過10%,另一方面,國產(chǎn)PLC許多仍停留在全套引進或以仿制為主的階段上,這種方式在研究開始是必要的,但是停留在這個水平上是絕對不可取的。當然,國內(nèi)產(chǎn)品在價格上占有明顯的優(yōu)勢。總體來說,國產(chǎn)PLC的發(fā)展有一定的基礎(chǔ)。但從產(chǎn)品結(jié)構(gòu)上看,我國自主研制及引進技術(shù)生產(chǎn)的PLC大都屬于中低檔產(chǎn)品,至今沒有形成主流產(chǎn)品和完整的系列產(chǎn)品。
2、PLC的發(fā)展趨勢
自60年代未引入PLC技術(shù)以來,PLC由最初的只能處理丌關(guān)量而發(fā)展到可以處理模擬量和數(shù)據(jù),以后又與其他技術(shù)相結(jié)合,利用其不同的性能和特點,相互滲透和融合、集成以及網(wǎng)絡(luò)化,構(gòu)成各種新型的自動控制系統(tǒng),以滿足各種自動控制的要求。總體來講,PLC的發(fā)展趨勢主要表現(xiàn)在以下幾個方面:
(1)微型、小型PLC功能明顯增強
很多有名的PLC廠家相繼推出高速、高性能、小型、特別是微型的PLC。三菱的FXOSl4(8個24VDC輸入,6個繼電器輸出),其尺寸僅為58mmx89mm,僅大于信用卡幾個毫米,而功能卻有所增強,使PLC的應用領(lǐng)域擴大到遠離工業(yè)控制的其它行業(yè),如快餐廳、醫(yī)院手術(shù)室、旋轉(zhuǎn)門和車輛等,甚至引入家庭住宅、娛樂場所和商業(yè)部門。
? ? ? (2)向開放型轉(zhuǎn)變,編程語言多樣化
傳統(tǒng)PLC存在嚴重的缺點,主要是PLC的軟、硬件體系結(jié)構(gòu)是封閉而不是開放的,絕大多數(shù)的PLC是專用總線、專用通信網(wǎng)絡(luò)及協(xié)議,編程雖多為梯形圖,但各公司的組態(tài)、尋址、語文結(jié)構(gòu)不一致,使各種PLC互不兼容。國際電工協(xié)會(IEC)在1993年頒布了《可編程序控制器的編程軟件標準》,為各PLC廠家編程的標準化鋪平了道路。我國也在1995按照這個標準制定了可編程控制器的國家標準。《可編程序控制器的編程軟件標準規(guī)定了5種編程語言(我國國家標準中也遵守此規(guī)定):梯形圖(LD,美、日),順序功能圖(SFC,歐洲),功能塊圖(FBD,歐洲),結(jié)構(gòu)文本(ST)和指令表(IL德、曰)。為適合不同應用場合和不同國家應用習慣的要求,允許在同一個PLC程序中使用多種編程語言。
(3)向集成化、通訊化、網(wǎng)絡(luò)化發(fā)展
由于控制內(nèi)容的復雜化和高難度化,使PLC向集成化方向發(fā)展,并強化了通訊能力和網(wǎng)絡(luò)化。網(wǎng)絡(luò)化和強化通信能力是PLC的重要發(fā)展方向。尤其是以PC為基礎(chǔ)的控制產(chǎn)品增長率最快。PLC與PC集成,即將計算機、PLC及操作人員的人一機接口結(jié)合在一起,使PLC能利用計算機豐富的軟件資源,而計算機能和PLC的模塊交互存取數(shù)據(jù)。以PC機為基礎(chǔ)的控制方法使得用戶編程更加方便,而且提供開放的體系結(jié)構(gòu),用戶可以根據(jù)需要選擇各類、各廠家的PLC或I/O設(shè)備進行互聯(lián),從而可以降低生成成本和提高生產(chǎn)率。
(4)PLC的新進展——軟PLC
計算機軟、硬件技術(shù)的迅速發(fā)展,推動了自動控制技術(shù)又耿得了一系列新的進展。目前有許多工業(yè)用自動控制產(chǎn)品、機電一體化產(chǎn)品開始轉(zhuǎn)向以計算機為平臺的控制方式。德國工業(yè)界最新推出了以計算機為平臺的SOFTPLC,可以說是這方面的優(yōu)秀代表。軟PLC又有人稱作“PCPLC”、“嵌入式PLC”,顧名思義,軟PLC實際利用軟件來實現(xiàn)傳統(tǒng)PLC的功能。SOFTPLC最大的優(yōu)勢是具備柔性擴展能力,用戶可以選擇不同廠家生產(chǎn)的各種硬件產(chǎn)品,充分利用每一軟件的最佳特性,組成最佳的控制系統(tǒng)。同時與硬件的連接也十分方便。有很多的I/O卡可以直接內(nèi)連接到SOFTPLC計算機總線上。從而在軟、硬件兩方面可以達到工控機和PLC性能的完美結(jié)合,方便了性能擴展和人機交流,是PLC未來的一大發(fā)展趨勢。
PLC在數(shù)控機床中的作用
1、PLC是數(shù)控系統(tǒng)與數(shù)控機床間的信息交換的橋梁
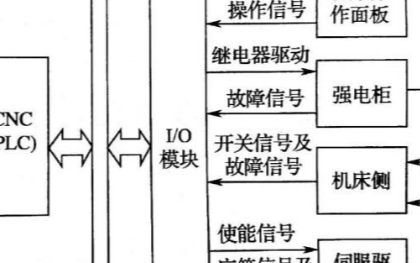
相對于PLC,機床和CNC就是外部, PLC與機床以及CNC之間的信息交換,對于PLC的功能發(fā)揮,是非常重要的。PLC與外部的信息交換,通常有四個部分:
(1)機床側(cè)至PLC:機床側(cè)的開關(guān)量信號通過I/O單元接口輸入到PLC中,除極少數(shù)信號外,絕大多數(shù)信號的含義及所配置的輸入地址,均可由PLC程序編制者或者是程序使用者自行定義。數(shù)控機床生產(chǎn)廠家可以方便的根據(jù)機床的功能和配置,對PLC程序和地址分配進行修改。
(2)PLC至機床:PLC的控制信號通過PLC的輸出接口送到機床側(cè),所有輸出信號的含義和輸出地址也是由PLC程序編制者或者是使用者自行定義。 (3)CNC至PLC:CNC送至PLC的信息可由CNC 直接送入PLC的寄存器中,所有CNC送至PLC的信號含義和地址(開關(guān)量地址或寄存器地址) 均由CNC 廠家確定,PLC編程者只可使用不可改變和增刪。如數(shù)控指令的M、S、T 功能,通過CNC譯碼后直接送入PLC相應的寄存 器中。
(4) PLC至CNC:PLC 送至CNC 的信息也由開關(guān)量信號或寄存器完成,所有PLC送至CNC的信號地址與含義由CNC 廠家確定,PLC 編程者只可使用,不可改變和增刪。
2、PLC在數(shù)控機床中的某些控制功能
(1)對操作面板的控制。操作面板分為系統(tǒng)操作面板和機床操作面板。系統(tǒng)操作面板的控制信號先是進入CNC,再由CNC送到PLC,來控制數(shù)控機床的運行。而機床操作面板控制信號,是直接進入PLC,從而控制機床的運行。 (2)控制機床外部開關(guān)輸入信號。機床側(cè)的開關(guān)信號輸入到PLC,進行邏輯運算。這些開關(guān)信號,包括很多檢測元件信號。
(3)對輸出信號進行控制:PLC輸出信號經(jīng)外圍控制電路中的繼電器、接觸器、電磁閥等輸出給控制對象。
(4)功能實現(xiàn)。系統(tǒng)給出T指令到PLC,經(jīng)過譯碼,會在數(shù)據(jù)表內(nèi)檢索,找到T代碼指定的刀號,并與主軸刀號來比較。如果不符合,會發(fā)出換刀指令,刀具換刀,換刀完成后,系統(tǒng)會發(fā)出完成信號。
(5)M功能實現(xiàn)。系統(tǒng)給出M指令到PLC,經(jīng)過譯碼,輸出控制信號,控制主軸正反轉(zhuǎn)和啟動停止等等。M指令完成,系統(tǒng)發(fā)出完成信號。
PLC在數(shù)控機床中的應用
數(shù)控機床中所應用 PLC 可分為兩類:一類是專為實現(xiàn)數(shù)控機床順序控制而設(shè)計制造的內(nèi)裝型PLC;另一類是I/O 信號接口技術(shù)規(guī)范、I/O 點數(shù)、程序存儲容量以及運算和控制功能等均能滿足數(shù)控機床控制要求的獨立型PLC。
1、內(nèi)裝型PLC
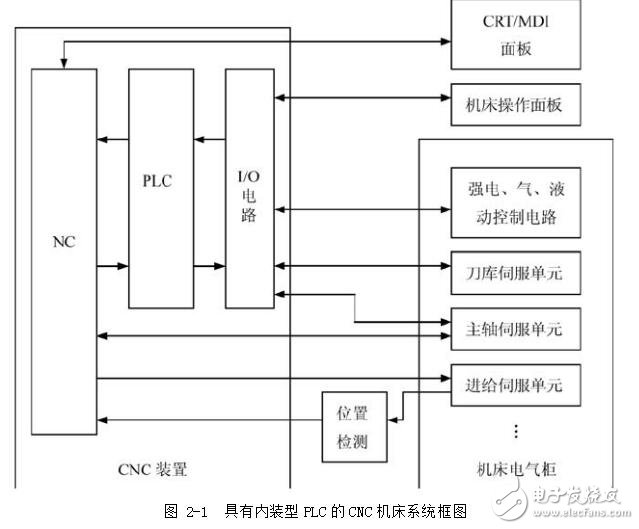
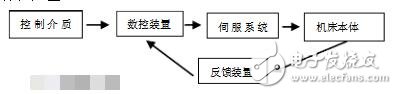
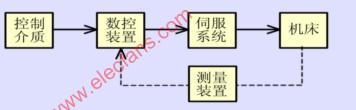
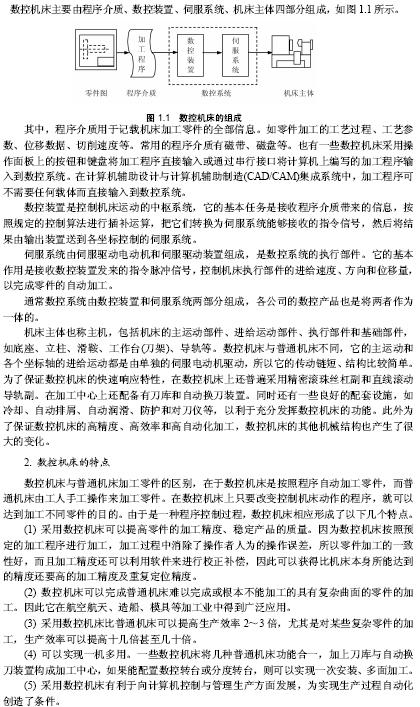
內(nèi)裝型PLC(或稱內(nèi)含型PLC、集成式PLC)從屬于CNC 裝置,PLC 與NC 間的信號傳送在CNC 裝置內(nèi)部即可實現(xiàn)。PLC 與機床(簡稱MT)之間則通過CNC I/O 接口電路實現(xiàn)信號傳送。如圖2-1 所示為具有內(nèi)裝型PLC 的CNC 機床系統(tǒng)框圖。
內(nèi)裝型 PLC 有如下特點:
(1) 內(nèi)裝型PLC 實際上是CNC 裝置帶有的PLC 功能,一般作為一種基本的或可選擇的功能提供給用戶。
(2) 內(nèi)裝型PLC 的性能指標(如:I/O 點數(shù),程序最大步數(shù),每步執(zhí)行時間、程序掃描周期、功能指令數(shù)目等)是根據(jù)所從屬的CNC 系統(tǒng)的規(guī)格、性能、適用機床的類型等確定的。其硬件和軟件部分是被作為CNC 系統(tǒng)的基本功能或附加功能與CNC 系統(tǒng)其他功能一起統(tǒng)一設(shè)計、制造的。因此,系統(tǒng)硬件和軟件整體結(jié)構(gòu)十分緊湊,且PLC 所具有的功能針對性強,技術(shù)指標亦較合理、實用,尤其適用于單機數(shù)控設(shè)備的應用場合。
(3) 在系統(tǒng)的具體結(jié)構(gòu)上,內(nèi)裝型PLC 可與CNC 系統(tǒng)共用CPU,也可以單獨使用一個CPU;硬件控制電路可與CNC 系統(tǒng)其他電路制作在同一塊印制電路板上,也可以單獨制成一塊附加板,當CNC 裝置需要附加PLC 功能時,再將此附加板插裝到CNC 裝置上,內(nèi)裝PLC 一般不單獨配置I/O 接口電路,而是使用CNC 系統(tǒng)本身的I/O電路。PLC控制電路及部分I/O 電路(一般為輸入電路)所用電源由CNC 裝置提供,不需另備電源。
(4) 采用內(nèi)裝型PLC 結(jié)構(gòu),CNC 系統(tǒng)可以具有某些高級的控制功能。如:梯形圖編輯和傳送功能,在CNC 系統(tǒng)內(nèi)部直接處理NC 窗口的大量信息等。 國內(nèi)常見外國公司生產(chǎn)的帶有內(nèi)裝型PLC 的系統(tǒng)有:FANUC 公司的FS—0(PMC—L/M)、FS—0 Mate(PMC—L/M)、FS—3(PLC—D)、FS—6(PLC—A、PLC—B)、FS—10/11(PMC—1)、FS—15(PMC—N),SIEMENS 公司的SINUMERIK 810、SINUMERIK 820,A-B公司的8200、8400、8600 等。
2、獨立型PLC
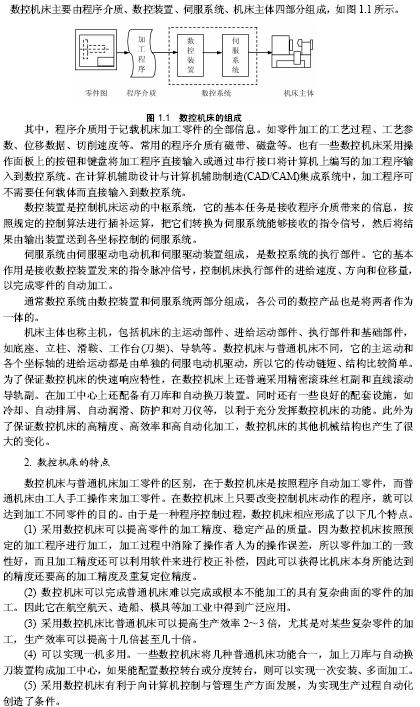
獨立型PLC 又稱通用型PLC。獨立型PLC 是獨立于CNC 裝置,具有完備的硬件和軟件功能,能夠獨立完成規(guī)定控制任務的裝置。如圖2.21 所示為具有獨立型PLC 的CNC機床系統(tǒng)框圖。
獨立型PLC 有如下特點:
(1) 獨立型PLC 具有如下基本的功能結(jié)構(gòu):CPU 及其控制電路、系統(tǒng)程序存儲器、用戶程序存儲器、I/O接口電路、與編程機等外部設(shè)備通信的接口和電源等。
(2) 獨立型PLC 一般采用積木式模塊化結(jié)構(gòu)或籠式插板式結(jié)構(gòu),各功能電路多做成獨立的模塊或印制電路板,具有安裝方便,功能易于擴展和變更等優(yōu)點。例如,可采用通信模塊與外部I/O 設(shè)備、編程設(shè)備、上位機、下位機等進行數(shù)據(jù)交換;采用D/A 模塊可以對外部伺服裝置直接進行控制;采用計數(shù)模塊可以對加工工件數(shù)量、刀具使用次數(shù)、回轉(zhuǎn)體回轉(zhuǎn)分度數(shù)等進行檢測和控制,采用定位模塊可以直接對諸如刀庫、轉(zhuǎn)臺、直線運動軸等機械運動部件或裝置進行控制。

(3) 獨立型PLC 的輸入/輸出點數(shù)可以通過I/O 模塊或插板的增減靈活配置。有的獨立型PLC 還可通過多個遠程終端連接器構(gòu)成有大量輸入/輸出點的網(wǎng)絡(luò),以實現(xiàn)大范圍的集中控制。
在獨立型PLC 中,那些專為用于FMS、FA 而開發(fā)的獨立型PLC 具有強大的數(shù)據(jù)處理、通信和診斷功能,主要用作“單元控制器”,是現(xiàn)代自動化生產(chǎn)制造系統(tǒng)重要的控制裝置。獨立型PLC 也用于單機控制。國外有些數(shù)控機床制造廠家,或是為了展示自己長期形成的技術(shù)特色,或是為了對某些技術(shù)絕竅進行保密,或純粹是因管理上的需要,在購進的CNC系統(tǒng)中,舍棄了PLC 功能,而采用外購或自行開發(fā)的獨立型PLC 作控制器,這種情況在從日本、歐美引進的數(shù)控機床中屢見不鮮。
國內(nèi)已引進應用的獨立型PLC 有:SIEMENS 公司的SIMATI C S5 系列產(chǎn)品,A-B公司的PLC 系列產(chǎn)品,F(xiàn)ANUC公司的PMC—J 等。














 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論