 電子發(fā)燒友App
電子發(fā)燒友App


1 引 言
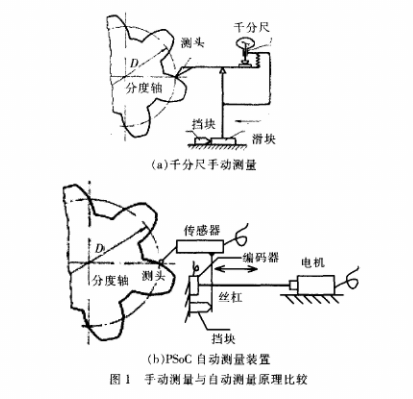
滾珠螺母是滾珠絲杠副的內(nèi)螺紋元件,它的精度直接影響滾珠絲杠副的傳動(dòng)質(zhì)量。因其摩擦小、效率高、運(yùn)行平穩(wěn)、壽命長、可逆?zhèn)鲃?dòng)及零間隙等優(yōu)點(diǎn),廣泛應(yīng)用于精密機(jī)械、機(jī)床、汽車、船舶、航空航天及計(jì)算機(jī)等行業(yè)。滾珠絲杠與螺母之間以鋼球?yàn)檫\(yùn)動(dòng)載體構(gòu)成滾動(dòng)摩擦,摩擦性能優(yōu)良。由于螺母內(nèi)表面結(jié)構(gòu)較為復(fù)雜,無論設(shè)計(jì)還是制造工藝都比絲杠困難,尤其是它的內(nèi)部參數(shù)較難測量。滾珠螺母的常規(guī)測量方法[1, 2]有固定式檢測儀、鋼珠接觸法及相對(duì)測量法,它們都屬于接觸測量,每種方法只能測量一種或兩種參數(shù)。有些參數(shù)能定量測量,有些則靠綜合量規(guī)檢定或透光法定性檢測,個(gè)別參數(shù)無法測量,螺母的形位誤差測量尤為困難。根據(jù)技術(shù)規(guī)范[2],滾珠螺母公稱直徑的圓度、滾道跳動(dòng)及滾道對(duì)其外徑的同軸度應(yīng)滿足一定的公差要求。由于滾珠螺母公稱直徑不同于普通光滑圓柱面,它是看不見且指針無法觸及到的虛擬要素,所以它的形位誤差無法用普通方法精確測量,目前的測量是以標(biāo)準(zhǔn)絲杠樣件為基準(zhǔn)進(jìn)行形位誤差測量,而絲杠本身存在誤差,導(dǎo)致測量結(jié)果的累積誤差較大,有些參數(shù)達(dá)不到要求。
本文提出一種改進(jìn)的二次多項(xiàng)式插值法,將Canny邊緣檢測算子與3×3方向模板相結(jié)合確定邊緣方向,再利用Sobel邊緣檢測算子計(jì)算邊緣的亞像素位置,并推導(dǎo)了定位誤差公式,使CCD的分辨率提高40倍。計(jì)算測量了滾珠螺母的滾道圓度、圓柱度、徑向圓跳動(dòng)及同軸度等形位誤差,誤差分別為f1=0. 013mm,f2=0. 016mm,f3=0. 022mm,f4=0. 014mm。在測量滾珠螺母的滾道圓度誤差時(shí),提出了離散點(diǎn)非對(duì)稱分布在圓周附近時(shí)圓度誤差的最小區(qū)域評(píng)定方法。用簡單的解析方法論述了算法的實(shí)現(xiàn)過程,只需進(jìn)行數(shù)次循環(huán)計(jì)算即可準(zhǔn)確求出最小區(qū)域?qū)挾?圓度誤差)。消除了方法誤差,減小了誤廢率,提高了測量精度。
2 輪廓邊緣分割
2.1 測量系統(tǒng)構(gòu)成
測量系統(tǒng)主要由軟、硬件兩部分組成。其功能模塊分為圖像采集環(huán)節(jié)、處理環(huán)節(jié)、測量環(huán)節(jié)及結(jié)果分析幾部分。硬件部分包括CCD、工件及工作臺(tái)、計(jì)算機(jī)、接口卡及標(biāo)定量塊等;軟件在VC++環(huán)境下自主開發(fā),主要是圖像處理及后續(xù)測量的數(shù)據(jù)計(jì)算。
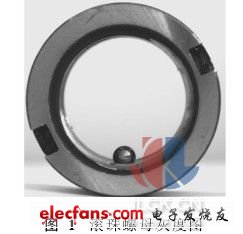
圖像質(zhì)量直接影響檢測精度,本文采用大恒圖像公司生產(chǎn)的DH-HV3000FC彩色數(shù)字?jǐn)z像頭,該攝像頭分辨率為2048×1536,像素尺寸為3. 2μm×3. 2μm, IEEE1394數(shù)字接口卡將采集到的數(shù)字圖像傳輸?shù)接?jì)算機(jī)。采集圖像時(shí),將直徑等于滾珠公稱直徑的標(biāo)準(zhǔn)測球放在滾道溝槽內(nèi),在重力作用下測球與光滑溝道最底部接觸。對(duì)采集到的彩色圖像進(jìn)行灰度化處理,得到圖1所示的灰度圖像。
?
2.2 圖像分割
數(shù)字圖像存在一定噪聲,為獲得清晰的圖像輪廓,需對(duì)圖像進(jìn)行降噪處理。均值濾波使圖像邊緣模糊,對(duì)幾何量測量誤差有較大影響。中值濾波對(duì)圖像中的顯著角點(diǎn)有影響。圖1中圖像的邊緣基本都是圓和圓弧曲線,個(gè)別角點(diǎn)對(duì)測量結(jié)果影響很小,所以采用3×3小鄰閾的中值濾波來消除個(gè)別毛刺噪聲的影響,效果較好。
圖像分割是圖像處理的重要內(nèi)容,其目的是將目標(biāo)從背景中分離出來。圖像分割主要分為閾值分割法和梯度分割法。閾值選取是閾值分割的關(guān)鍵,閾值選取過高,則過多的目標(biāo)點(diǎn)被誤判為背景,閾值選取過低,又會(huì)使背景誤判為目標(biāo)。梯度分割法[3, 4]獲得的邊界有時(shí)不是完全連通的,有一定程度的斷開,丟失了部分邊界像素,邊界連續(xù)性不好,
邊界定位不夠準(zhǔn)確。有些微分邊緣檢測算子獲得的邊緣粗大,非邊界像素太多,給后續(xù)的圖像測量增加了難度。個(gè)別算子計(jì)算量較大、效率偏低,不適于實(shí)時(shí)測量要求。本文圖像是在實(shí)驗(yàn)條件下采集的,經(jīng)預(yù)處理噪聲已大為減少,利用Canny算子定位邊緣,該算子具有偏差最小、單向素寬、不丟失邊緣以及無虛假邊緣等優(yōu)越性能,可提高邊緣的初始定位精度。圖2為Canny算子檢測到的邊緣,以此為基礎(chǔ)實(shí)施亞像素處理即可實(shí)現(xiàn)對(duì)參數(shù)的測量。

?
3 亞像素定位
亞像素定位技術(shù)是利用軟件算法來提高測量精度的有效途徑。亞像素定位的方法很多[3~7],插值是其中的一大類方法,多項(xiàng)式插值一般是通過邊緣檢測將邊緣定位到整像素位置,在水平方向和垂直方向做二次多項(xiàng)式插值,從而求出邊緣的精確位置。視覺測量中的圖像邊緣一般為階躍狀邊緣,邊緣的亞像素位置應(yīng)垂直于邊緣,在梯度方向上度量。插值方法沒有考慮到像素點(diǎn)灰度的梯度方向,只在水平和垂直方向進(jìn)行插值,所以這類方法存在誤差。
本文在Canny檢測的基礎(chǔ)上,計(jì)算出梯度方向,沿此方向?qū)μ荻葓D像進(jìn)行插值,確定邊緣的亞像素位置。Sobel算子可檢測邊緣的梯度,但在圖像中的噪聲較嚴(yán)重或圖像對(duì)比度較差等情況下,邊緣點(diǎn)的梯度存在較大誤差,導(dǎo)致檢測出的圓心誤差過大。
本文利用Canny檢測的初定位結(jié)果計(jì)算梯度方向。Canny邊緣檢測后得到一系列整像素邊緣點(diǎn)Pi(u,v),對(duì)孔的邊緣點(diǎn),如果不考慮分辨率影響,Pi(u,v)應(yīng)分布在理想圓(弧)上,此時(shí)梯度方向?yàn)榘霃椒较颉TO(shè)P0(u, v)為邊緣上的任意點(diǎn),它的梯度幅值為R0(降噪后的灰度圖像進(jìn)行Sobel邊緣檢測),沿邊緣方向(順時(shí)針方向)找到與其相鄰的兩個(gè)邊緣點(diǎn)P-1(u,v)、P1(u,v),邊緣方向的斜率為:
?
利用邊緣點(diǎn)P0(u,v)與梯度方向上的兩個(gè)相鄰插值點(diǎn)P0'和P0″的坐標(biāo)及灰度梯度幅值即可計(jì)算邊緣點(diǎn)P0(u,v)的亞像素位置。設(shè)邊緣點(diǎn)P0(u,v)的灰度梯度幅值為R0,與P0(u,v)對(duì)應(yīng)的梯度方向上兩個(gè)相鄰插值點(diǎn)P0'和P0″的灰度梯度幅值分別為R-1、R1,則邊緣點(diǎn)P0(u, v)的亞像素位置偏移為:

?
4 形位誤差測量
本文所測為P級(jí)精度的滾珠螺母GQ25×6,文獻(xiàn)[2]給出了其技術(shù)規(guī)范。現(xiàn)對(duì)其滾道圓度誤差、圓柱度誤差、跳動(dòng)誤差及同軸度誤差等參數(shù)進(jìn)行測量。
4.1 滾道圓度誤差測量
將內(nèi)螺紋裝卡在分度頭上,標(biāo)準(zhǔn)測球放置在滾道內(nèi),在一個(gè)螺距范圍內(nèi)采集N個(gè)圖像,使每兩次采集圖像之間螺母沿固定方向旋轉(zhuǎn)360°/N,計(jì)算度量測球中心點(diǎn)(X0,Y0)和螺母外圓柱面中心點(diǎn)(Xb,Yb)的亞像素坐標(biāo),以此計(jì)算形位誤差。由于內(nèi)螺紋外圓柱面的加工精度較高,形狀誤差很小,故將其視為理想圓柱面,在N個(gè)圖像中,其中心的位置相對(duì)于圓周像素保持不變。以螺母外圓柱面為基準(zhǔn),將各圖像測球中心坐標(biāo)通過外圓柱面中心坐標(biāo)和標(biāo)定系數(shù)統(tǒng)一在一個(gè)坐標(biāo)中,如圖3所示。

?
坐標(biāo)變換的步驟是:首先對(duì)圖像i (i=1,2,…,N)進(jìn)行平移,使內(nèi)螺紋外圓柱面中心與坐標(biāo)原點(diǎn)重合;其次選擇某個(gè)標(biāo)定系數(shù)進(jìn)行比例變換,使N個(gè)圖像中的零件(以外圓半徑為準(zhǔn))具有相同的像素?cái)?shù);然后將圖像以原點(diǎn)為中心旋轉(zhuǎn)360°(N-i) /N;最后平移回到原始位置(采集位置)。可根據(jù)各個(gè)測球中心坐標(biāo)在統(tǒng)一坐標(biāo)系中的位置求得圓度誤差。
本文用解析方法確定各測球的分布中心(評(píng)定圓度的基準(zhǔn)),使?jié)L道圓度誤差的評(píng)定符合最小區(qū)域法。設(shè)某一螺距范圍內(nèi)所有測球的球心坐標(biāo)為(X0i, Y0i)(i=1,2,…,N),它們?cè)诙嗣嫔系睦硐敕植紤?yīng)當(dāng)在一個(gè)圓上。事實(shí)上,由于內(nèi)螺紋滾道及測球的加工誤差及測量誤差,它們的分布是有誤差的。以N個(gè)測球球心坐標(biāo)(X0i, Y0i)為擬合點(diǎn),利用解析方法求出測球中心分布圓的圓心(X0*, Y0*),使其在評(píng)定圓度誤差時(shí)滿足最小區(qū)域原則。算法步驟如下:
?
=m+1,m+2,…,N+i-1),構(gòu)造直線方程L′。
(2)分別求L與L′垂直平分線的交點(diǎn)Ow,以該點(diǎn)為圓心經(jīng)過4個(gè)點(diǎn)做兩個(gè)圓,其半徑差即為最小區(qū)域法評(píng)定的4個(gè)點(diǎn)的圓度誤差。應(yīng)時(shí)時(shí)判斷每一次計(jì)算的圓度誤差,滿足最小區(qū)域條件時(shí)即停止計(jì)算,此時(shí)的圓心Ow即為最小區(qū)域圓圓心(X0*,Y0*),否則轉(zhuǎn)步驟(3)繼續(xù)計(jì)算。
(3)i從1到N做循環(huán),返回步驟1重復(fù)計(jì)算。上述循環(huán)計(jì)算中,從外到內(nèi)的循環(huán)次序是i-g-m-k。滿足最小區(qū)域條件時(shí),最小區(qū)域圓圓心至各測球中心距離中,至少各有兩個(gè)最大值Rmax及兩個(gè)最小值Rmin,且兩最大值坐標(biāo)點(diǎn)連線與兩最小值坐標(biāo)點(diǎn)連線的交點(diǎn)在最小圓內(nèi)(最大值點(diǎn)與最小值點(diǎn)相互交替)。最小區(qū)域圓圓心(X0*, Y0*)至(X0i, Y0i)的最遠(yuǎn)點(diǎn)(Xmax,Ymax)距離與最近點(diǎn)(Xmin,Ymin)距離之差即為圓度誤差,用下式表示:

?
在內(nèi)螺紋整個(gè)滾道內(nèi)確定M個(gè)假想截面位置,重復(fù)測量每個(gè)位置的圓度誤差,取最大值作為內(nèi)螺紋公稱直徑的圓度誤差。
4.2 滾道圓柱度誤差測量
在圓度誤差計(jì)算中,已經(jīng)獲得了M個(gè)位置的測球分布中心(X0i*, Y0i*)(i=1,2,…,M)。同計(jì)算圓度采取的方法相同,將M個(gè)位置的數(shù)據(jù)統(tǒng)一在一個(gè)坐標(biāo)中,共得到N×M個(gè)測球中心坐標(biāo),對(duì)它們進(jìn)行圓度計(jì)算,可得到內(nèi)螺紋公稱直徑圓柱度誤差。
4.3 滾道同軸度誤差測量
同軸度誤差是一種位置誤差,它是指被測軸線對(duì)基準(zhǔn)軸線的變動(dòng)量。在圓柱度誤差測量中,M個(gè)截面位置的測球分布中心(X0i*, Y0i*)是變化的,它的離散軌跡體現(xiàn)了被測軸線,而內(nèi)螺紋外圓柱面的中心(Xb, Yb)是基準(zhǔn)軸線。根據(jù)同軸度誤差的最小區(qū)域評(píng)定法則, (X0i*, Y0i*)與(Xb, Yb)距離的最大值的兩倍為內(nèi)螺紋公稱直徑對(duì)其外徑的同軸度誤差。
4.4 滾道圓跳動(dòng)誤差測量
在圓度誤差及圓柱度誤差測量中,測球球心坐標(biāo)(X0i, Y0i)及螺母外圓柱面中心(Xb, Yb)已經(jīng)求出,根據(jù)定義,分別計(jì)算(X0i, Y0i)至(Xb, Yb)的距離Ri,則該截面滾道圓跳動(dòng)誤差為Rimax-Rimin。求解全部M個(gè)截面的圓跳動(dòng)誤差,其最大值即為內(nèi)螺紋滾道對(duì)基準(zhǔn)(內(nèi)螺紋外圓柱面軸線)的徑向圓跳動(dòng)誤差。
4.5 實(shí)驗(yàn)
本實(shí)驗(yàn)依據(jù)提取的邊緣,應(yīng)用開發(fā)軟件按前述幾何參數(shù)的計(jì)算方法,測量了內(nèi)螺紋滾道的形位誤差。采集6個(gè)滾道截面進(jìn)行測量(M=6),每個(gè)滾道截面采集12個(gè)圖像(N=12)。圖4為測球邊緣坐標(biāo)和中心坐標(biāo)(X0i, Y0i) (i=1,2,…,N)及其亞像素值(X0i', Y0i'),內(nèi)螺紋外圓柱面的亞像素中心坐標(biāo)(Xb, Yb)為(1026.349,751.128)(像素值)。計(jì)算出一個(gè)螺距范圍內(nèi)12幅圖像的測球參數(shù),以螺母外圓柱中心為基準(zhǔn)經(jīng)過旋轉(zhuǎn)、平移等變換統(tǒng)一到一個(gè)坐標(biāo)系中,結(jié)果(像素值)如表1所示。

?
根據(jù)表1中數(shù)據(jù),由整像素坐標(biāo)按前述最小區(qū)域評(píng)定法求得圓度誤差為: f=0.731,最小區(qū)域圓圓心坐標(biāo)為(1026.134,750.866);而根據(jù)亞像素坐標(biāo)求得的圓度誤差為: f=0.449,最小區(qū)域圓圓心坐標(biāo)為(1026.210,750.920)。該圖像的標(biāo)定系數(shù)k=0.025 8,按整像素計(jì)算圓度誤差為0.731mm×0. 025 8= 0. 018 9mm,按亞像素計(jì)算圓度誤差為0. 449mm×0. 025 8=0. 0116mm。對(duì)應(yīng)表1中的數(shù)據(jù),求各個(gè)測球中心至螺母外徑中心之間的距離,其最大差值作為徑向圓跳動(dòng)誤差值,計(jì)算結(jié)果為21. 6μm。最小區(qū)域圓圓心至螺母外徑中心之間距離的2倍為該截面滾道中心相對(duì)于基準(zhǔn)軸線的同心度誤差,計(jì)算值為12. 9μm。6次亞像素測量結(jié)果見表2。

?

?
所測螺母形位誤差結(jié)果為:圓度誤差為0. 013mm,圓柱度誤差為0. 016 mm,徑向跳動(dòng)誤差為0. 022 mm,同軸度誤差0. 014 mm。由文獻(xiàn)[2]可知,本文所測螺母的幾何尺寸及形位誤差項(xiàng)目中,除圓度誤差(公差為12μm)外,其余均符合技術(shù)要求。
5 誤差分析
引起測量誤差的主要因素有系統(tǒng)分辨率、幾何畸變和各種噪聲[8]。體現(xiàn)在以下幾方面:
(1) CCD誤差。本文使用的CCD像元間距為3.2μm,其誤差也為3. 2μm。由于采用了新的亞像素技術(shù),定位誤差理論上可達(dá)到整像素的1/42(約為3. 2/42≈0. 076μm),相當(dāng)于將CCD的分辨率提高了42倍。被測零件的外形尺寸為44 mm×40mm,CCD分辨率為2 048×1 536,整像素對(duì)應(yīng)尺寸0. 026mm,亞像素對(duì)應(yīng)尺寸為0. 62μm。
(2)標(biāo)定誤差。由于制造、安裝等原因,攝像機(jī)光學(xué)系統(tǒng)并不是精確地按理想化的小孔成像原理工作,存在透鏡畸變[9]。本文采用TEC-M55焦闌鏡頭(遠(yuǎn)心鏡頭),畸變系數(shù)很小,經(jīng)過用5mm標(biāo)準(zhǔn)量塊實(shí)際測定,圖像范圍內(nèi)各處水平及垂直方向量塊寬度整像素誤差未檢測到。采用相對(duì)標(biāo)定法,標(biāo)定時(shí)對(duì)畸變進(jìn)行了矯正。標(biāo)準(zhǔn)樣件尺寸由萬能工具顯微鏡測得,其外徑為?40. 008 mm。由于使用標(biāo)準(zhǔn)的檢測對(duì)象作為標(biāo)定參照物,不需要標(biāo)定攝像機(jī)的內(nèi)外參數(shù),只需要標(biāo)定出攝像機(jī)的物面分辨率,簡化了標(biāo)定過程,保證了標(biāo)定精度和穩(wěn)定性。
(3)其它誤差。電源電壓的波動(dòng)也對(duì)測量結(jié)果產(chǎn)生一定的影響,本文利用直流穩(wěn)壓電源供電,減少了電壓的波動(dòng)。此外,在CCD攝像機(jī)、A/D轉(zhuǎn)換器及采集電路中存在熱電子噪聲,使采集圖像的屏幕上有許多閃爍跳躍的斑點(diǎn)和波紋。利用濾波和多次測量取平均值可抑制和減弱該噪聲,本文首先采集6幅相同的圖像將其平均,大大減少了加性噪聲,然后對(duì)圖像進(jìn)行了中值濾波。最后對(duì)某些參數(shù)多次測量,取平均值作為測量結(jié)果,減少了誤差。測量過程中無法真實(shí)獲取某一截面中的數(shù)值,因?yàn)闈L道是螺旋面而不是圓環(huán)面,用一個(gè)螺距內(nèi)的誤差值來表示某一截面的誤差將放大圓度誤差。另一方面,截取若干螺距內(nèi)的滾道代替整個(gè)滾道,且用有限個(gè)測球中心坐標(biāo)代替螺距內(nèi)一周的坐標(biāo)數(shù)據(jù),可能使得所測參數(shù)小于實(shí)際誤差數(shù)值從而減小誤差。通過在不同位置反復(fù)測試,可知這兩種誤差很小,且兩者的綜合作用可以抵消一部分誤差,使得實(shí)際誤差進(jìn)一步減小。
6 結(jié)果與討論
本文基于CCD技術(shù)對(duì)滾珠螺母進(jìn)行了直接定量測量。計(jì)算出其公稱直徑的形位誤差,測量過程與螺母的工作情況相似,影響測量結(jié)果的因素很少。測量時(shí)產(chǎn)生的誤差可以抵消一部分,使得實(shí)際誤差較小。
常規(guī)測量方法是打表法,由于指針無法觸及被測螺母的公稱直徑表面,只能將被測滾珠螺母與標(biāo)準(zhǔn)絲杠旋合,通過間接方法計(jì)算誤差,評(píng)定時(shí)不考慮其它環(huán)節(jié)誤差。這種測量方法首先要求特制標(biāo)準(zhǔn)絲杠,給檢測帶來不便,同時(shí)絲杠的誤差不可避免地要帶入測量結(jié)果。不同尺寸的螺母要求相應(yīng)的標(biāo)準(zhǔn)絲杠與其匹配進(jìn)行測量,這就需要大量的標(biāo)準(zhǔn)絲杠,既不經(jīng)濟(jì)也不便于管理。其次,滾珠絲杠與螺母之間存在間隙,也會(huì)影響測量精度。另外,表頭誤差及指針方向偏差均會(huì)降低測量精度。
本文所述測量方法符合測量原理,在眾多誤差來源中,測量誤差主要來自光學(xué)系統(tǒng)的誤差。光學(xué)系統(tǒng)的誤差主要是透鏡像差、感光像元排列誤差和透視誤差。成像系統(tǒng)的幾何畸變誤差是典型的系統(tǒng)誤差,它是多種誤差的組合,是影響光學(xué)測量精度的關(guān)鍵因素之一,提高系統(tǒng)分辨率及采取各種標(biāo)定方法能有效降低系統(tǒng)誤差。本文測量方法適合類似圓柱及圓錐內(nèi)表面零件等接觸測量難以處理的零件。
7 結(jié) 論
(1)構(gòu)建了滾珠螺母視覺檢測系統(tǒng)的硬件結(jié)構(gòu),開發(fā)了相應(yīng)的測量軟件。用定量的方法進(jìn)行了直接測量,為滾珠螺母形位誤差測量提供了一種新的方法。
(2)為提高圖像定位精度,提出了改進(jìn)的二次多項(xiàng)式插值方法,大大提高了圖像邊緣的定位精度。
(3)在計(jì)算圓度誤差時(shí),提出了圓的邊緣點(diǎn)離散分布時(shí)圓度誤差的最小區(qū)域評(píng)定解析計(jì)算方法,只需進(jìn)行數(shù)次循環(huán)計(jì)算即可準(zhǔn)確求出最小區(qū)域?qū)挾?圓度誤差)。而最小二乘法只適合求解連續(xù)數(shù)據(jù)的完整圓或離散數(shù)據(jù)的對(duì)稱數(shù)據(jù)。本文所述算法消除了方法誤差,提高了測量精度。





























 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論